Ini adalah panduan untuk membuat pengapit mudah untuk memegang nafikan penggilingan di meja penggilingan.
Naib pengilangan yang ditunjukkan dalam gambar di atas adalah pilihan pembelian yang pengarang pengapit ini menggunakan dalam karyanya. Ini vise kecil adalah alat tanpa skru dengan alur penjepit, yang dijual oleh banyak kedai dalam talian.
Langkah 1: Reka bentuk
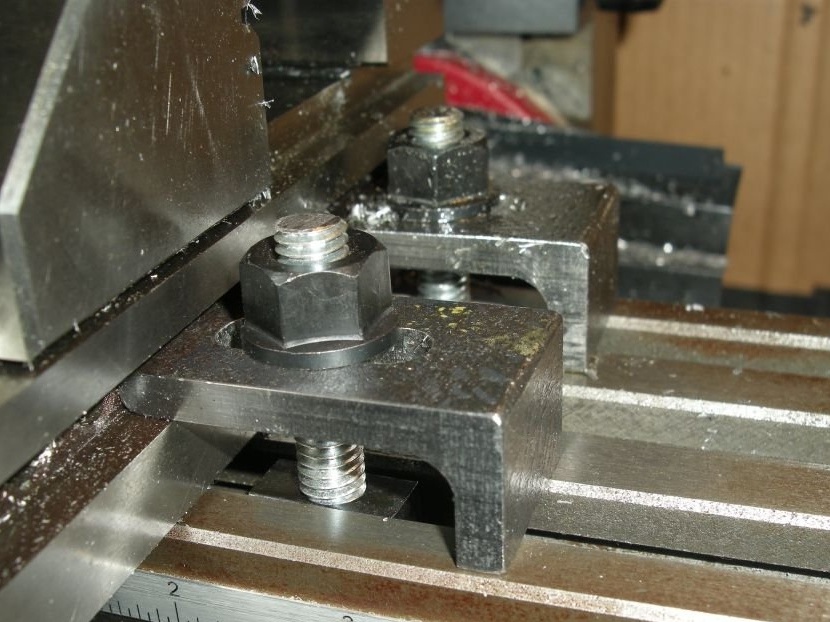
Permukaan yang lebih rendah dari alur penjepit bilah adalah kira-kira 14 mm di atas meja, dan permukaan atas alur penjepit adalah kira-kira 7 mm di atas permukaan bawah.
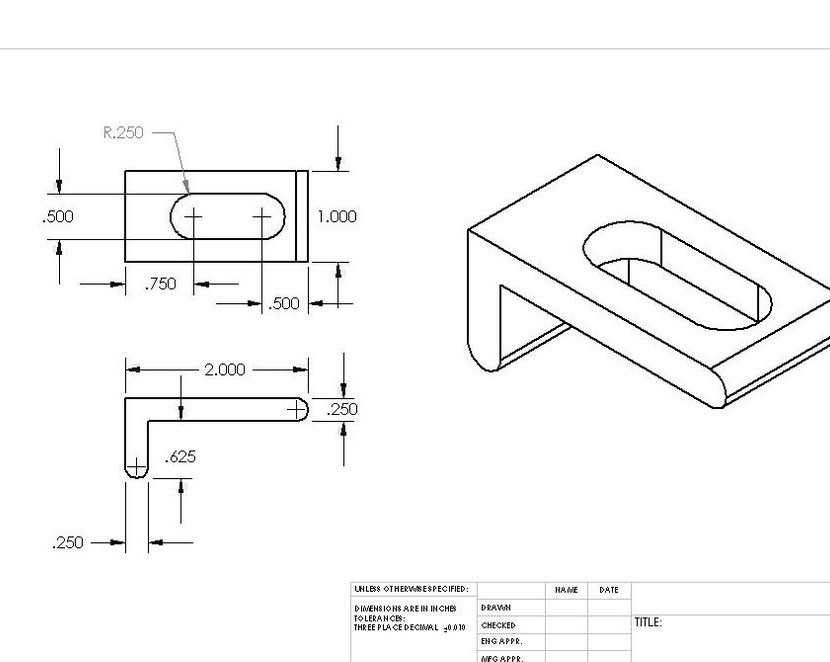
Penulis membuat pengapit - naib, seperti kebanyakan tuan, dari sejenis besi sekerap. Ketebalan stok 6 mm. Setiap sisi adalah kira-kira 50 mm panjang (dari sudut luar ke tepi "kaki").
Bahan tambahan yang diperlukan dalam pembuatan pengapit adalah kacang T, kacang flange dan stud, kira-kira 50 mm panjang dengan benang 9 mm.
Lampiran:
pendakap besi pendakap
Langkah 2: Besi kasar



Menggunakan roda pemotongan kasar pada pengisar sudut, pengarang memotong sudut saiz yang betul. Dia memotong dirinya dengan baik, tetapi dipanaskan dengan sangat banyak dan oleh itu cair bahagian plastik meja ...
Walau bagaimanapun, penulis berjaya memotong sekeping kira-kira 25 mm dari sudut besi. Ukuran yang tepat tidak begitu penting.
Kemudian dia memotong sebahagian kecil dari satu "kaki" panjang sudut ini. Penjepit akan dibuat dari sudut yang dihasilkan. Penulis mempelajari pelajaran dengan pengisar dan meja plastik dan membuat potongan ini dengan gergaji logam.
Langkah 3: Bersihkan Tepi Panjang

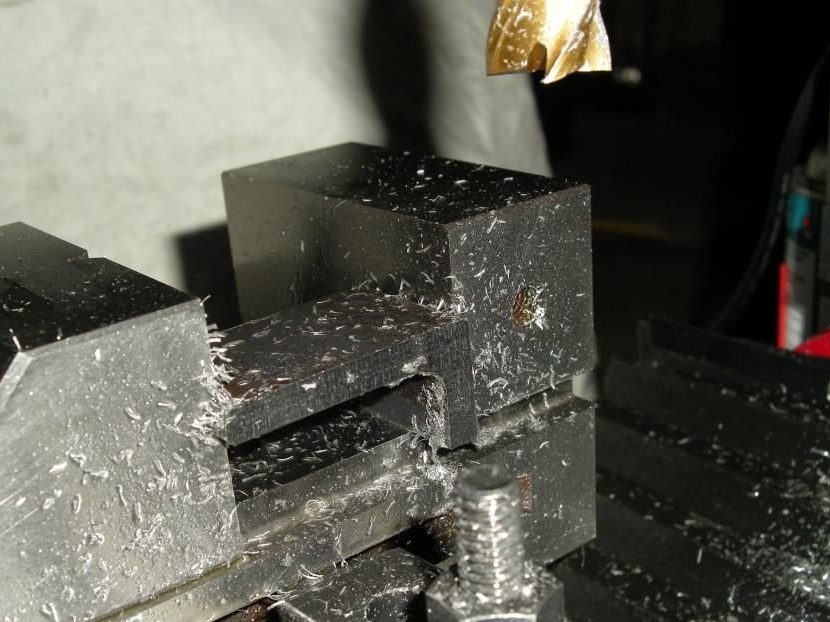

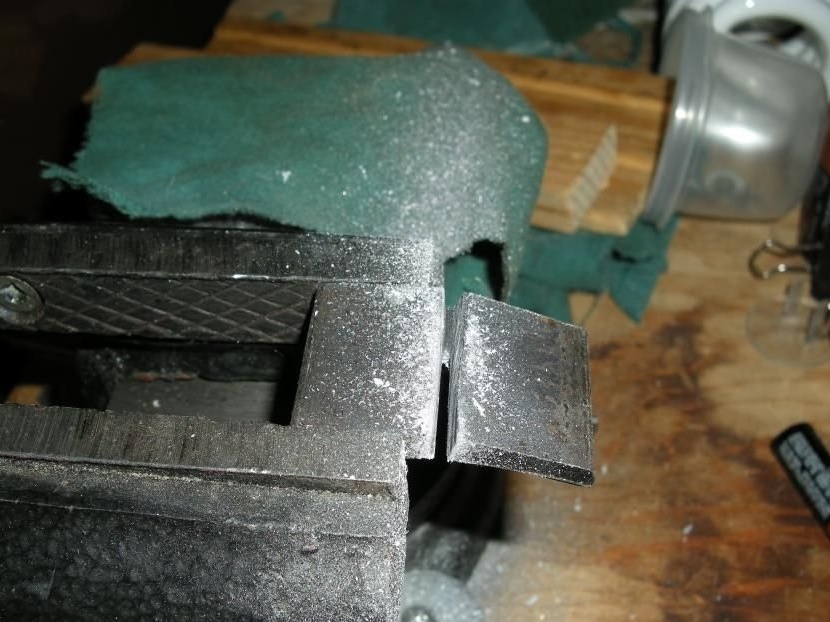
Penulis memasang sudut besi dalam naungan penggilingan dan mengisar tepi licin sepanjang keseluruhannya, dengan kemas dan merata (dan walaupun sedikit saiz, walaupun pengukuran ini tidak begitu penting).
Angka-angka menunjukkan pemasangan visi untuk mengisar dua hujung sudut. Ujian panjang sudut yang bulat itu sesuai dengan alur berbentuk V mendatar di rahang yang bergerak dari najis. Kelebihannya bahawa kilangnya melekat 6 mm. dari pinggir vakum. Pemasangan ini agak selamat.
Secara visual menilai bahan kerja untuk mencari tapak di sudut yang paling menonjol, penulis dengan teliti menyentuh pemotong pada ketika ini. Kemudian dia mula membuat pas untuk memotong logam di arah paksi Y, dari depan ke belakang, jadi setiap pas dilakukan dalam mod penggilingan yang biasa (kini dia tidak berfungsi ketika mengangkat). Setiap lulus dibersihkan kira-kira 0.25 mm. bahan pada mana-mana bahagian yang menonjol bahan kerja. Akhirnya, dia memotong seluruh permukaan bahan kerja, dan kemudian membuat potongan selesai 0.125 mm. Di penjuru penjuru ini selesai.
Dia menggunakan mesin pengilangan 4-saluran 19 mm, berputar pada kelajuan kira-kira 800 rpm. Kadar suapan mungkin sekitar 5 atau 7 seminit. Kedalaman potong (setiap potongan) adalah kira-kira 0.25 mm. Kadang kala, semasa pemotongan, penulis menyemprot WD-40 ke pemotong dan bahan kerja.
Untuk mengisar sisi kedua yang kedua, penulis menghidupkan terbalik kosong (seperti ditunjukkan dalam angka kedua). Lokasi alur V di dalam vise dan panjang rak pendek membolehkan ini dilakukan.
Langkah 4: Kilang akhir hujung sudut pendek

Kemudian penulis menggilap bahagian pendek penjepit masa depan, bahagian yang akan berehat di atas meja penggilingan. Operasi ini membantu membersihkan bahagian sokongan di sudut dan dengan itu menetapkan ketinggian kerja untuk pengapit. Ini mungkin dimensi yang paling penting, tetapi di sini ada ruang untuk pembetulan.
Penulis mengepalai "rak panjang sudut" bahan kerja di dalam vise, cuba untuk menjepit bahagian lurus sudut, dan tidak dekat sudut di mana ketebalan berubah ke sisi yang lebih besar, sehingga sudut diperkuat. Dia meletakkan sudut di tengah-tengah vise untuk memastikan kekuatannya seimbang dan untuk mengelakkan memutar bahagian bergerak dari vise.
Panjang yang diinginkan dari bahagian sokongan sudut (mengikut angka) ialah 21 mm.
Pertama, dia menyelaraskan bahagian sokongan sudut bebola pendek, mengeluarkannya dengan pemotong, dengan cara yang sama seperti dia menyelaraskan sisi panjang di langkah 3 (kecuali pergerakan pemotong di sepanjang paksi X bukan Y).
Sebaik sahaja bahagian menjadi rata di sepanjang pangkalan bahagian sokongan, penulis mengukur ketinggian rak pendek menggunakan caliper vernier, setelah sebelumnya menyapu permukaan pendukung dengan kain sehingga cip tidak mengubah pembacaan. Pengukuran ini menunjukkan berapa banyak bahan yang perlu dikeluarkan. Bahan pengarang ditembak dengan seksyen 0.25 mm sehingga ia mencapai kira-kira 0.5 mm. Kemudian dia mengukur dan membuat bahagian-bahagian kecil sehingga mencapai ketepatan 0.125 mm. Penulis berhenti pada petunjuk ini.
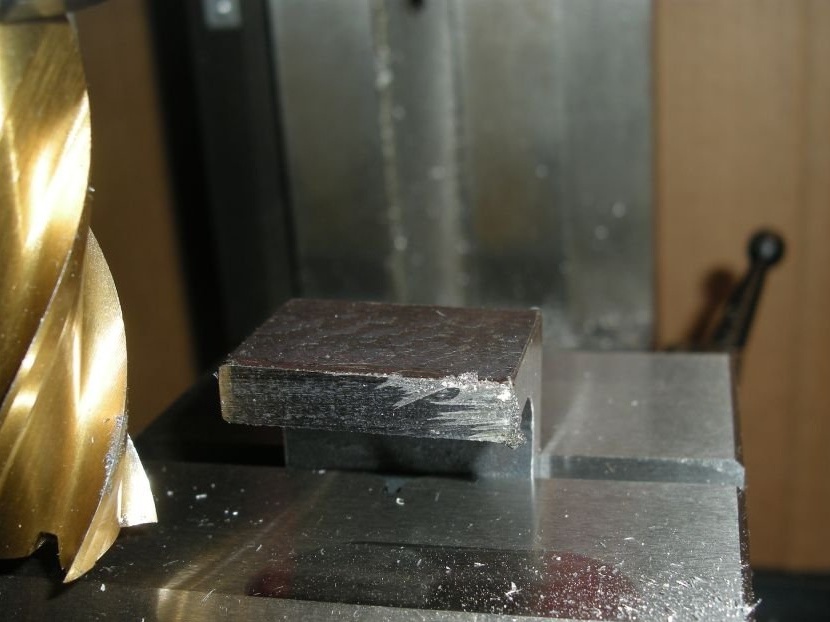
Langkah 5: Pengilangan bahagian sudut selesai

Dalam foto ini, ketiga-tiga muka bahagian ini dilapis dan disesuaikan dengan saiz yang dikehendaki.
Langkah 6: Menyediakan dan memasang bahagian untuk membuat alur

Penulis melakukannya.
Ia sangat baik apabila bahan kerja berada di vise kira-kira di tengah, kerana ia memberikan pengikat seragam, dan tidak memutar, memaksa pada bahagian bergerak dari vise.
Penulis ingin slot di bahagian ini berada di tengah-tengah penjepit, jadi dia mengukur lebar sebenar pengapit, menentukan pinggir dan tetapkan gelendong di tengah paksi X penjepit.
Di sini adalah perlu untuk menetapkan panduan paksi X, kerana pergerakan akan berlaku di paksi Y dan Z.
Langkah 7: Mencari kedudukan
Sentuh "di dalam" sudut dan ingat untuk mengimbangi jejari alat tersebut.
Langkah 8: Lubang Penggerudian


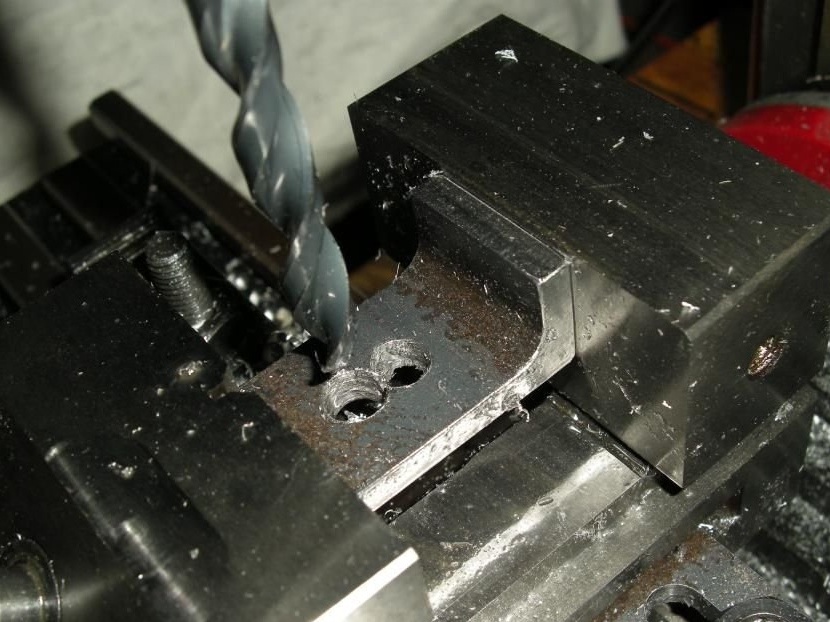
Drills lebih mudah untuk diasah daripada kilang-kilang, jadi penulis menggali lubang untuk memilih kebanyakan logam untuk alur masa depan. Dia memulakan dengan gerudi kecil (kira-kira 6 mm) untuk lubang awal, kemudian meningkat kepada 9 mm.
Apabila penulis selesai pengeboran, di tengah-tengah penjepit terdapat tiga lubang dengan diameter 9 mm, sisi yang hanya menyentuh satu sama lain.
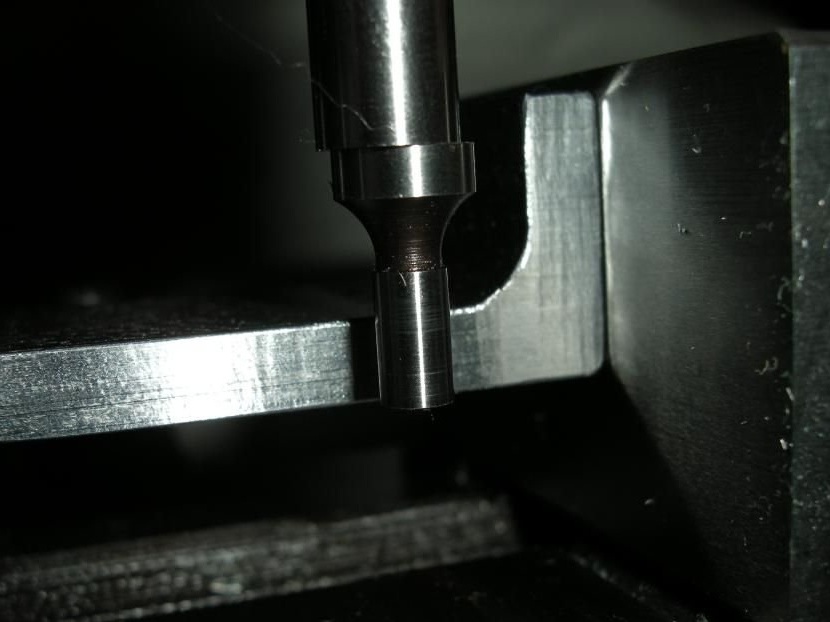
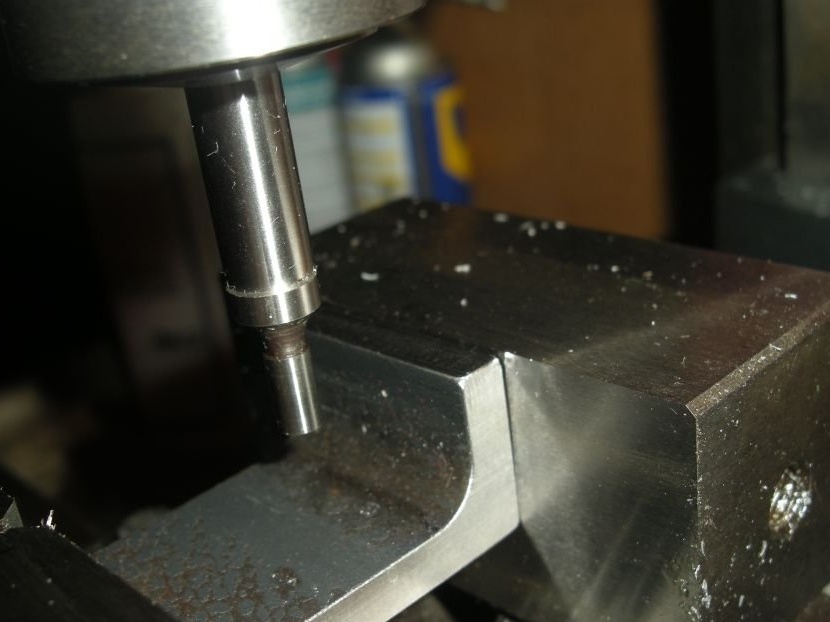
Langkah 9: Membuat Groove Groove
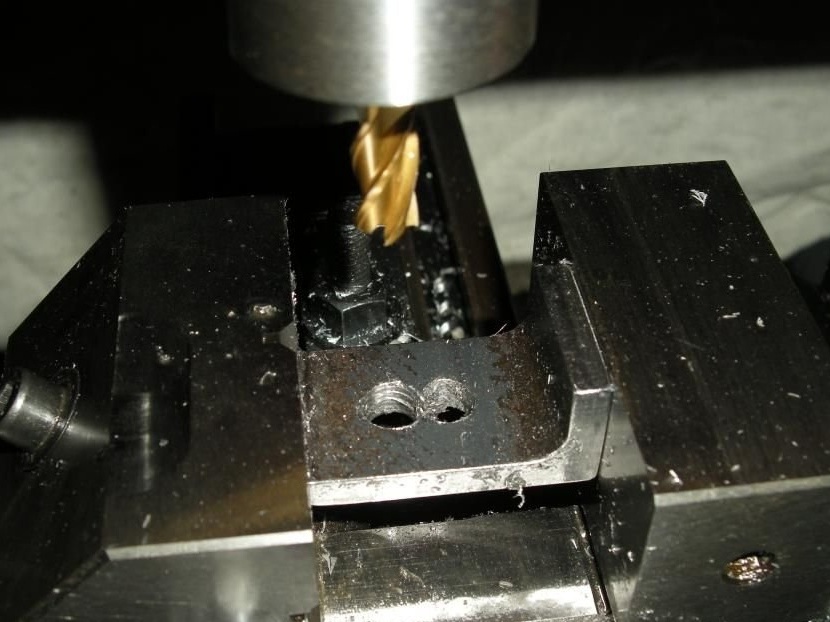
Kemudian penulis menggunakan pemotong dengan diameter 9 mm. Untuk menghidupkan satu siri lubang menjadi alur yang sebenar. Memulakan spindel, dia menurunkan pemotong (untuk memotong di tengah) ke dalam lubang yang sedia ada pada satu hujung alur, kemudian memindahkannya ke lubang di hujung yang lain. Dia memindahkan pemotong ke belakang dan ke depan di alur, turun kira-kira 1,250 mm atau lebih untuk setiap pas, sehingga dia pergi sepanjang jalan.
Kemudian dia mengembangkan slot dengan kira-kira 1,250 mm atau lebih, memindahkan pemotong dalam lingkaran, memotong seluruh dinding slot dengan kedalaman pemotongan kira-kira 0.25 mm.Dia memotong lingkaran mengikut arah jam untuk membuat penggilingan rutin.
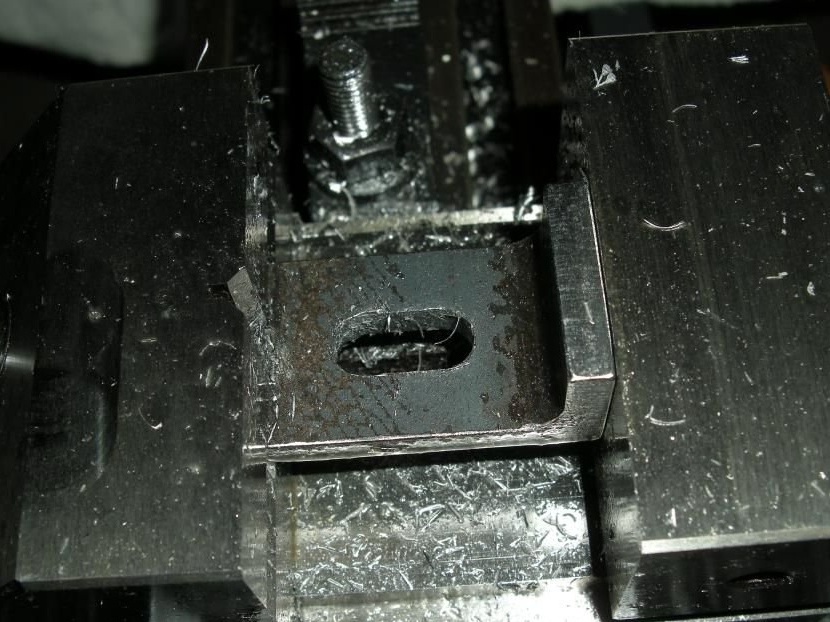
(Nota: dalam gambar-gambar di langkah ini, penulis menunjukkan sudut di mana dia cuba membuat alur yang lebih pendek dengan dua lubang pra-gerudi. Ia berfungsi dengan baik, walaupun alur yang lebih panjang lebih baik.)
Langkah 10: Persediaan Stud


Penulis membeli stud dengan benang 9 mm.
Dia memotong sekeping panjang yang diperlukan dari jepit rambut dengan gergaji hujung dan membersihkan tepi dengan sebuah fail.
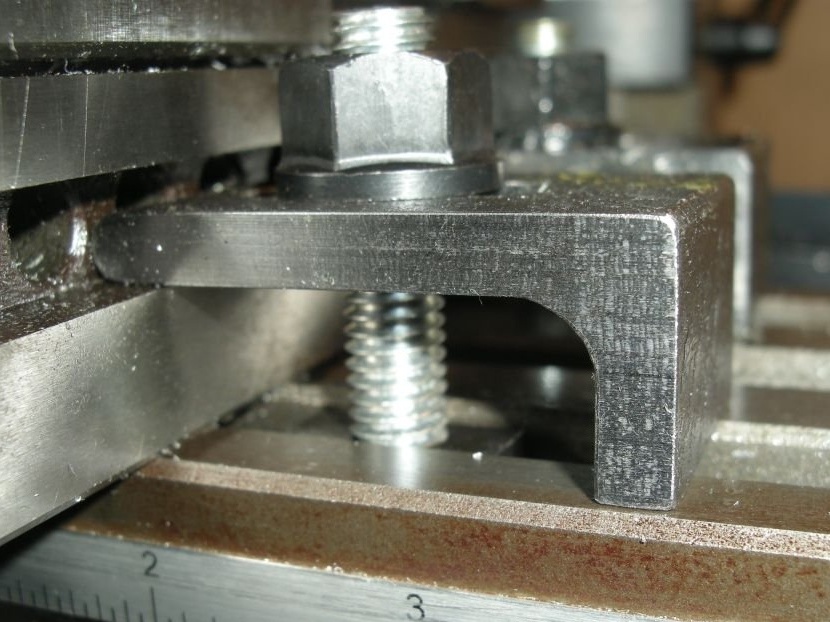
Langkah 11: pengapit sudah siap