

Di sini kita akan mempertimbangkan pembuatan dua jenis tip tembaga untuk besi solder yang berbeza. Satu pematerian besi mempunyai skru penguncian untuk menetapkan hujungnya; hujungnya disikat ke dalam besi pematerian kedua. Penulis membuat stings wayar tembaga dengan keratan rentas diameter yang sesuai.


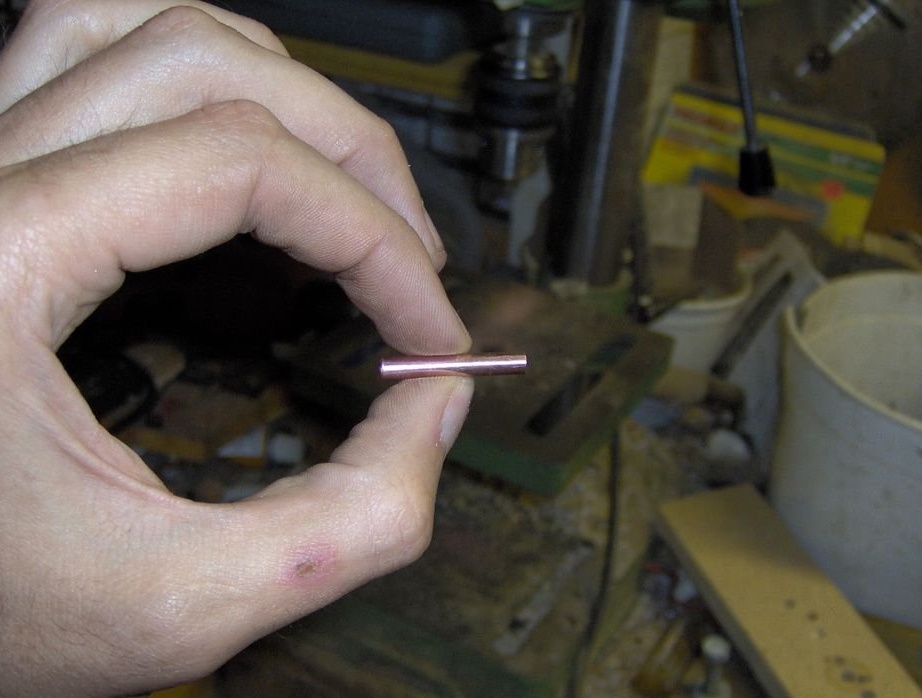
Pertama anda perlu meluruskan wayar (jika ia bengkok, sudah tentu) dan potong sekeping 65 mm.


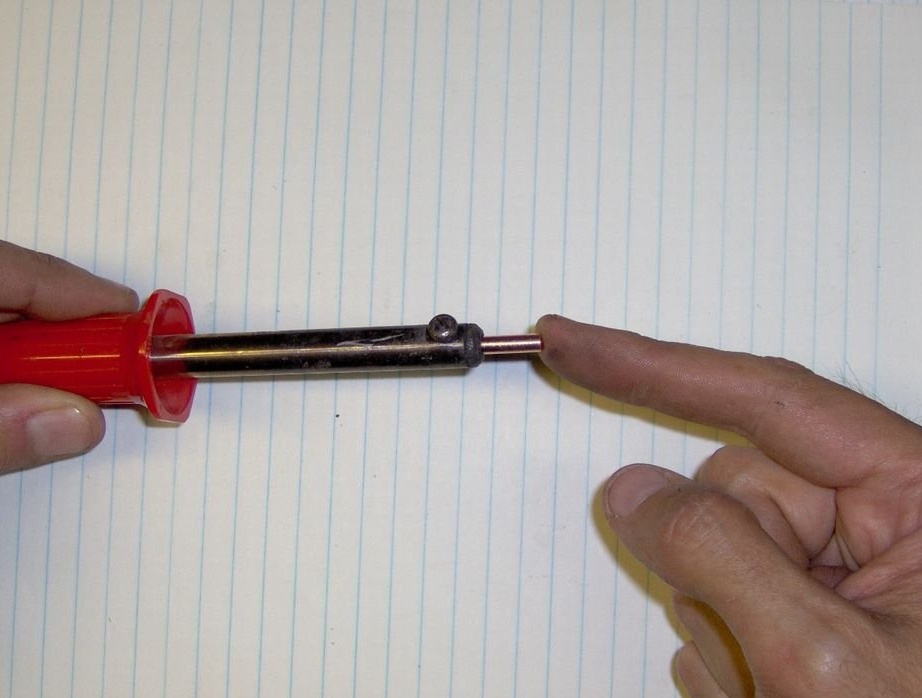
Kemudian anda perlu membersihkan bahan kerja. Penulis melakukan ini dalam mesin penggerudian. Memasang bahan kerja di dalam kartrij dan mengukirnya dengan span logam, dan kain emergen. Semasa pengisaran, diameter hujung diselaraskan pada diameter soket besi pematerian.







Fail memberikan hujung bentuk yang dikehendaki. Sekarang ia tetap untuk memasukkan hujung ke dalam soket besi penyolder dan mengetatkan skru penguncian.


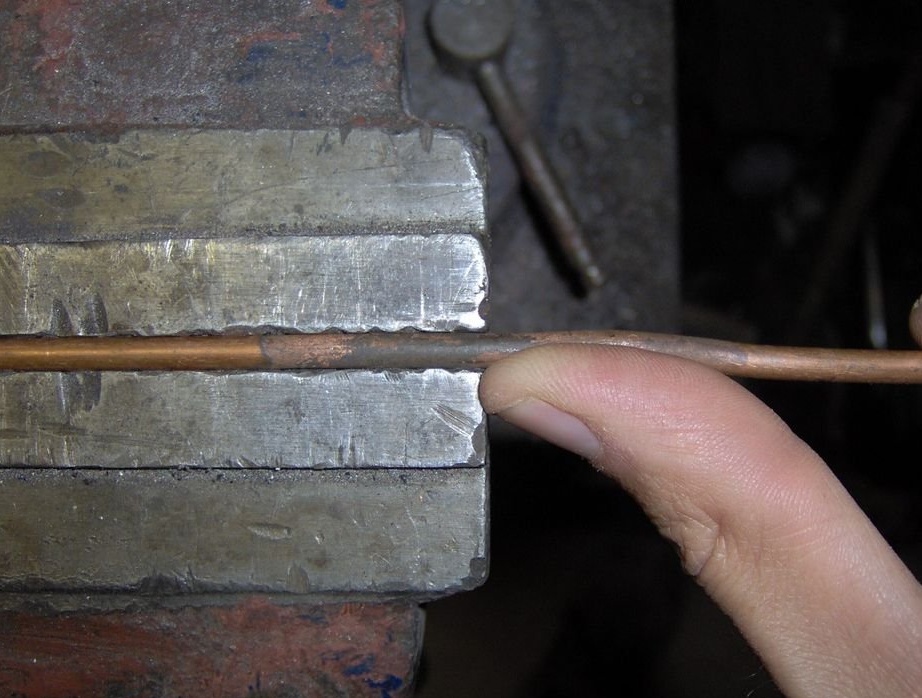
Pengilangan ujung berulir adalah serupa, dengan pengecualian beberapa butiran. Panjang menyengat dalam kes ini ialah 2.5 cm. Benang dipotong pada satu sisi bahan kerja.


Selanjutnya, agar tidak merosakkan benang, ia membalut pinggir berulir dalam kerajang aluminium (dari botol bir), mengikatnya ke dalam mesin itu dan mengisarnya.
Itu sahaja, kini ia tetap hanya untuk mengacaukan sengatan.



Pada dasarnya, hujung juga boleh dibuat untuk besi pematerian moden, di mana hujung dimasukkan ke dalam tiub dan diikat dengan kacang. Satu-satunya perkara yang akan ada ialah menggerudi lubang buta, diameter yang sama.