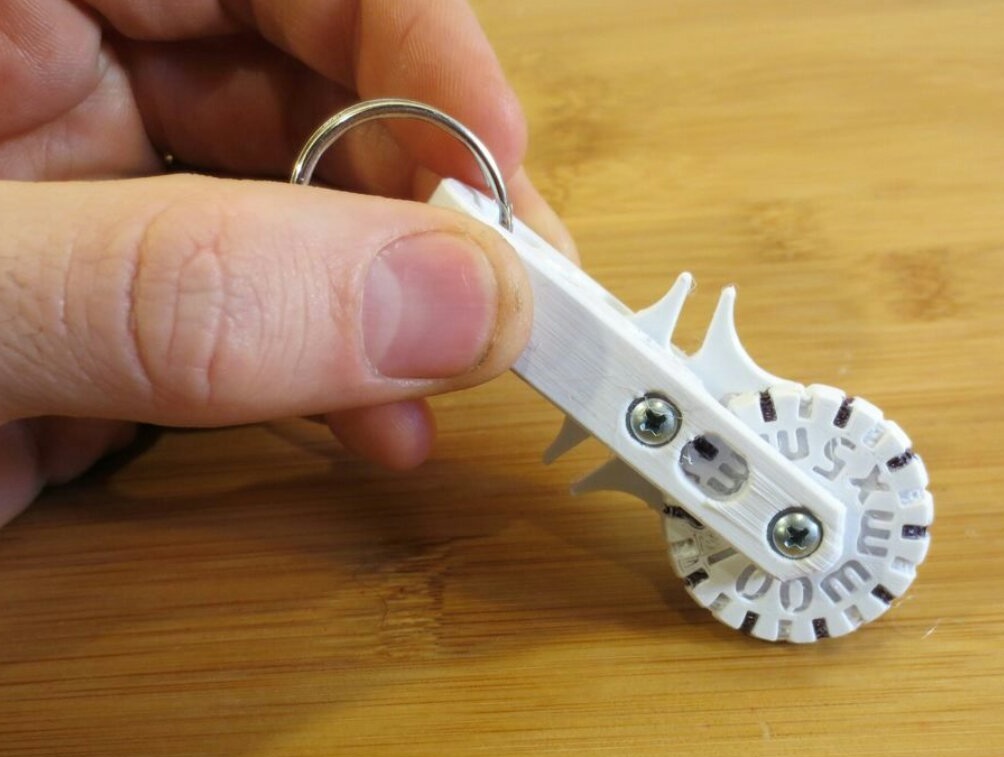
Penulis Instructables di bawah nama panggilan MechEngineerMike bercakap tentang curvimeter, kebanyakannya dipasang dari bahagian-bahagian yang dicetak 3D. Berikut adalah beberapa curvimeters seperti itu, serta komponen siap yang digunakan di dalamnya - lencana pada rolet (lencana itu sendiri mesti dikeluarkan, hanya meninggalkan rolet).

Dan ini adalah contoh permohonan buatan sendiri:

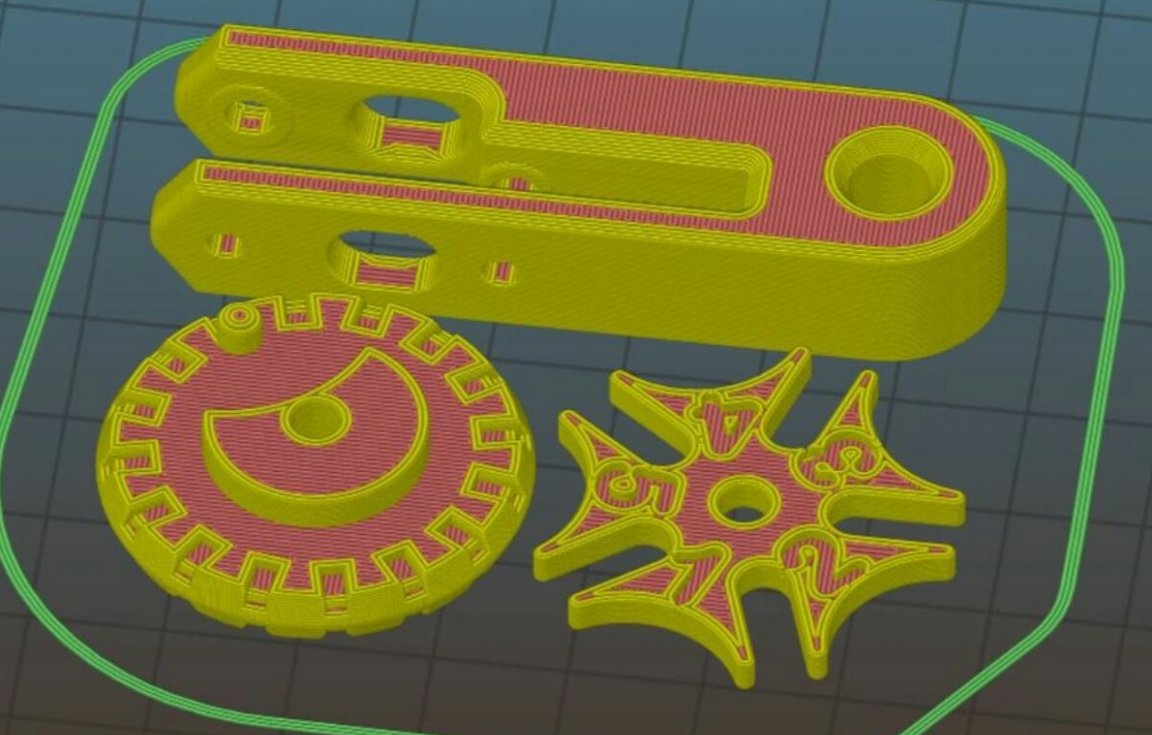
Bergantung pada mana dari dua penggelek yang anda cetak, satu bahagian di atasnya sepadan dengan 5 mm atau 0.25 inci, satu revolusi hingga 100 mm atau 4 inci, kaunter mekanikal satu angka terbina dalam sehingga 5 revolusi, yang bersamaan dengan 500 mm atau 20 inci . Fail .stl untuk versi milimeter filem terletak di siniuntuk inci di sini. Terdapat juga fail cetak korps dan kaunter.
Parameter percetakan: Platssmass - sebarang (kecuali fleksibel), maksima diameter muncung 0.4 mm, ketebalan lapisan maks. 0.2 mm, sekurang-kurangnya dua perimeter pada semua sisi, bawah dan atas, mengisi sekurang-kurangnya 10%, masa percetakan untuk semua bahagian adalah kira-kira 2 jam, lokasinya apabila mencetak adalah seperti berikut:
Dua lagi skru menoreh sendiri juga diperlukan (pilihan pembekal tidak kritikal, perkara utama ialah parameter, tangkapan skrin penyihir memberi contoh):

Penggunaan rolet dari lencana adalah pilihan, tetapi akan membuat penggunaan curvimeter lebih mudah. Selepas mencetak, adalah perlu untuk menggerudi lubang di roller dan kaunter dengan cahaya 3.5 mm, dan kemudian keluarkan burr dalam lubang-lubang ini, serta memfailkan permukaan kes yang bersentuhan dengan bahagian berputar. Kemudian kumpulkan curvimeter dengan dua skru mengetuk diri dan, jika dikehendaki, pasangkan langkah pita. Jangan kelebihan skru, jika tidak roller dan rev counter tidak dapat berputar.

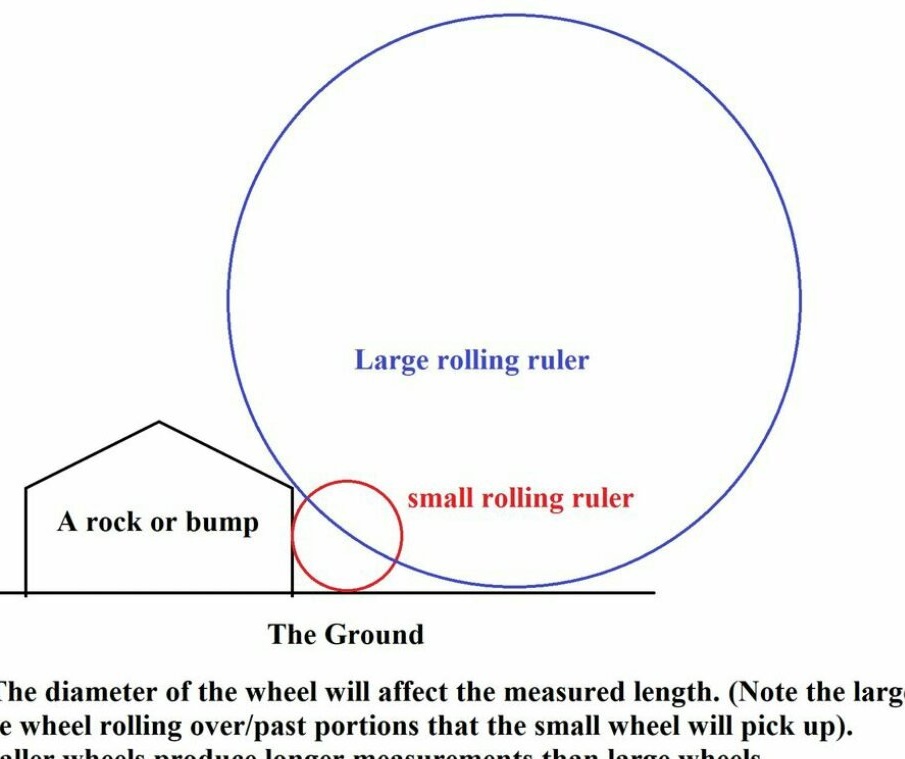
Ilustrasi berikut jelas menunjukkan mengapa, jika terdapat sebarang penonjolan atau halangan lain pada awal atau akhir lengkung diukur, satu curvimeter dengan roller diameter yang lebih kecil akan mengukur panjang lebih tepat: