
Tahap pembuatan peti mati:
- Jenis utama produk
- Peralatan yang diperlukan
- Bahan untuk membuat papier-mâché
- Menutup dan melekatkan kosong badan
- Ujian tekanan dan pengeringan
- Bahan mendidih
- Filing
- Kelengkapan perkakasan
- Kerosakan decarning
Bahan untuk membuat papier-mâché
1. Kadbod (sebaik-baiknya mengikat). Ia harus bersih, tanpa gam dan impregnasi. Dalam kraf dalam pengeluaran, kadbod Balakhna digunakan, sebagai yang paling memenuhi semua keperluan.
2. Pekat kanji dalam konsistensi jeli. Ia direbus sebaik sebelum bekerja.
3. Pengeringan minyak (minyak biji rami).
4. Untuk pembuatan aksesori gunakan:
a) lembaran tembaga dengan keratan rentas 0.5 - 0.7 mm;
b) rod keluli (dawai) dengan seksyen salib 1.5-2 mm.
Proses pembuatan kotak kotak bermula dengan pembuatan pangkalan - balok kayu, yang disebut "blockhead". Saiznya ditentukan oleh saiz "penggulungan" - kosong masa depan produk yang dimaksudkan. Panjang "blok" dibatasi oleh saiz akhbar, dan bahagian silang bersesuaian dengan saiz dalaman produk. Ia diperbuat daripada kayu kering, pepejal, kayu yang lebih baik (birch atau beech). Permukaannya harus lancar, tanpa gouging. Sedia "blockhead" dimasak supaya tidak membengkak dari "penggulungan" mentah. Ia harus longgar selepas crimping.
Sebagai tambahan kepada "blockhead", kita juga memerlukan bahagian tertanam - "pipi" yang memampatkan penggulungan di atasnya. Lebar "pipi" tertanam adalah lebih besar daripada lebar bahagian "blok kepala" oleh dua ketebalan dinding bangunan masa depan. Bahan terbaik untuk "pipi" adalah papan serpih. Ia mempunyai ketegaran, menyediakan kelim yang diperlukan, walaupun tidak cacat. Untuk pengelim seragam bahan kerja seragam, anda perlu mempunyai empat "pipi" - dua gadai janji dengan saiz yang tepat yang mengambil kira ketebalan bahan kerja, dan dua bil tangan yang membungkus beg (lihat Rajah 3).
Untuk ruang bulat, "blok kepala" dibuat pada komputer. Dalam kes yang teruk, botol atau balang yang sesuai untuk parameter boleh digunakan.
Bentuk bujur dan lain-lain lembut "buah dada" dilaksanakan dalam cara pertukangan menurut corak.
Pengilangan bentuk bulat dan bujur juga dilakukan dengan menggulung beberapa lapisan kadbod pada kosong, serta pada kotak segi empat tepat, hanya crimping dilakukan dengan jalur getah atau jalur dengan giliran pengetatan untuk menggulung (Rajah 5, a). Bahan kerja diadakan selama 15-30 minit dalam sekelip, dan kemudian dibebaskan dan dibuang dari blok kepala. Pengeringan lebih lanjut dan banyak lagi.
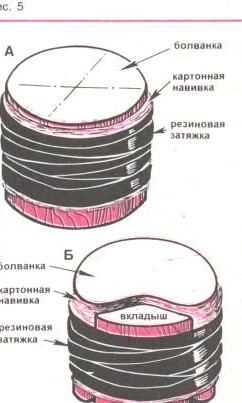
Dalam pembuatan bentuk kompleks dengan permukaan cekung, pad digunakan, iaitu. memasukkan kayu, mengimbangi tekanan penggulungan (Rajah 5, b).
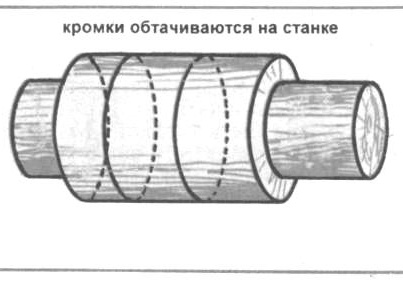
Bentuk bulat selesai pada mesin bubut (Rajah 6). Pertama mengisar trim (kes), kemudian gam bahagian bawah dan bawa benda kerja ke bentuk yang dikehendaki.