
Tahap pembuatan peti mati:
- Jenis utama produk
- Peralatan yang diperlukan
- Bahan untuk membuat papier-mâché
- Menutup dan melekatkan kosong badan
- Ujian tekanan dan pengeringan
- Bahan mendidih
- Filing
- Kelengkapan perkakasan
- Kerosakan decarning
Untuk pembuatan kelengkapan, lembaran tembaga dengan seksyen salib 0.5-0.7 mm digunakan. Sebelum bekerja, ia mesti disebarkan. Kemudian potong lebar pita 20-30 mm, dengan mengambil kira panjang dan ketinggian dinding belakang. Tandai dan potong nombor ganjil dari engsel masa hadapan. Pita dipotong menjadi segi empat atau segi empat tepat.
Kami mengambil bar keluli atau jarum dengan seksyen salib 1.5-2 mm (anda boleh menggunakan dawai, tetapi ia mestilah betul-betul lurus). Panjang rod adalah lebih panjang daripada panjang engsel oleh 20-30 mm untuk dapat memasukkan dan mengeluarkannya apabila sesuai.
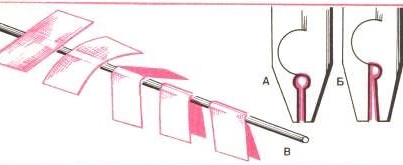
Untuk membentuk pautan dari engsel, anda perlu mengepung sepotong ranting seksyen yang sama dalam bentuk naib. Kami meletakkan kotak atau segi empat yang dipotong daripada tembaga pada ranting dan, memerah dengan tang, bentuk pautan gelung (Rajah 7). Gelung itu boleh menjadi simetri - ia memerlukan tang (rajah 7, a), atau mengimbangi - ia memerlukan tang (rajah 7, b). Dari pautan yang disediakan kami memasang "set" pada ranting panjang yang dikehendaki (Rajah 7, c).
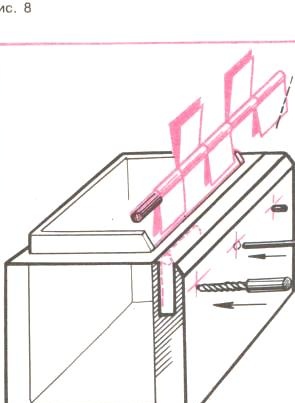
Di dinding belakang produk kami memotong soket untuk meletakkan engsel (Rajah 8). Kedalaman sarangnya sedikit lebih besar daripada ukuran pautannya. Adalah lebih baik untuk membuat sarang dengan kilang diameter kecil dengan seksyen salib 1.5 mm, tetapi ini bergantung kepada ketebalan pautan. Apabila meletakkan, pusat gelung pautan perlu dilanjutkan sepanjang garis jurang antara badan dan penutup.
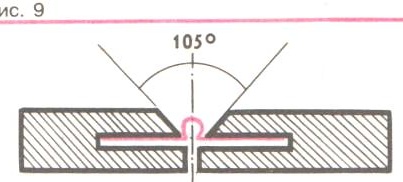
Pemotongan 105 ° dibuat pada bahagian belakang kes itu, yang membolehkan tudungnya terbalik pada sudut kecil. Pemotongan sepadan dengan gelung (Rajah 9).
Di peti mati atau peti mati (di bawah engsel terbuka, iaitu.dilihat dari luar) pemotongan dilakukan ke tepi slot supaya gelung engsel selepas mendarat di soket menonjol dengan jelas.
Di dalam kotak, gelung itu lebih tersembunyi, pemangkasan kurang mendalam, tetapi di bahagian atas soket engsel - kedua-duanya di dalam badan dan di tudung - dipotong dibuat di bawah gelung.
Bar keluar diturunkan ke soket badan. Bahagian kedua dimasukkan ke dalam tudung. Jika sarangnya terlalu longgar, maka lompangnya separuh dipenuhi dengan dempul yang terdiri daripada serbuk habuk dan gam PVA.
Sebelum mengunci engsel, jalur kadbod mesti diletakkan di dalam casement kotak dan tudung untuk memberikan pelepasan untuk lukisan semasa hiasan. Paksi engsel mesti memanjang sepanjang garis pelepasan di antara penutup dan badan. Dalam produk kecil, anda boleh memasang engsel hanya pada meterai pelekat. Tetapi produk yang besar memerlukan engsel segel yang kuat.
Selepas engsel dipasang dengan ketat, tetap, dengan gerudi nipis, plat engsel ditusuk melalui dinding dan terus dipasang dengan pin logam, yang kemudiannya mendalam dan menutup jejaknya. Sekiranya penutupnya rata, maka pin itu tetap dari bahagian dalam.
Prefabrikasi bersedia. Kemudian kita meletakkan lapisan dempul pada produk, mengeringkannya, tingkatkannya dengan kertas pasir halus. Kami memohon lapisan varnis hitam, dan di atasnya lapisan minyak. Kami membersihkan kelengkapan logam yang kotor. Teknologi penamat adalah serupa dengan teknologi hiasan brooch. Mengenai ini secara terperinci dalam jurnal "Lakukan sendiri", No. 2 dan 4, 1996
Mendapatkan ke lukisan itu, produk separuh siap adalah "matted" di permukaan dengan pumice basah halus. Cat minyak lebih baik diletakkan pada permukaan matte.