


Seorang tuan dari Poland, suka program dan membuat pelbagai peranti lakukan sendiri. Dalam artikel ini, beliau akan mempersembahkan proses pembuatan mesin CNC sebagai alat alat kerja yang dipasang oleh Dremel. Tuan mengembangkan mesinnya untuk masa yang lama, cuba menjadikannya mudah, boleh dipercayai dan mudah untuk dipasang sebaik mungkin. Ia adalah untuk mengurangkan kos yang komponen mesin dipilih. Kos peranti siap adalah kurang daripada $ 300. Untuk pembuatan beberapa komponen mesin memerlukan pencetak 3D. Jadi, untuk pembuatan mesin sedemikian, tuan menggunakan perkara berikut
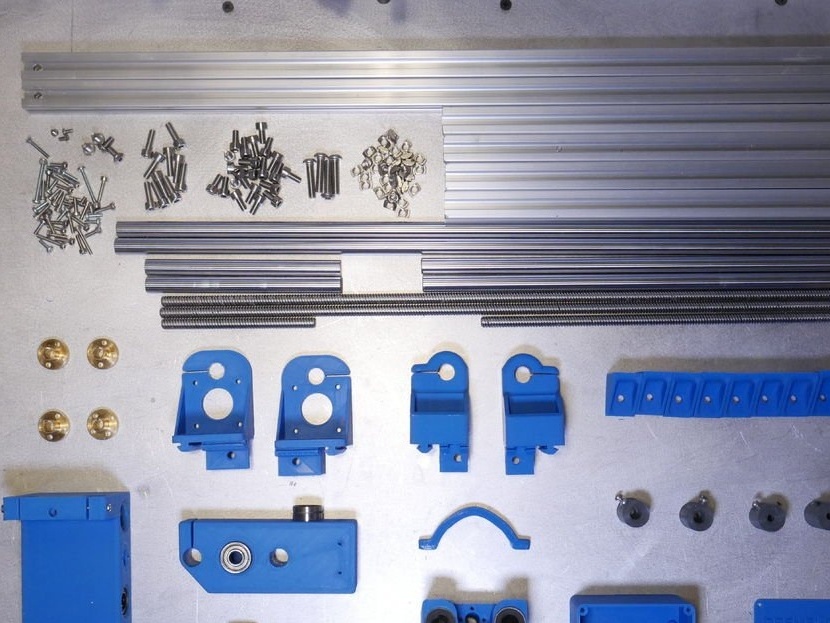
Bahan dan alat:
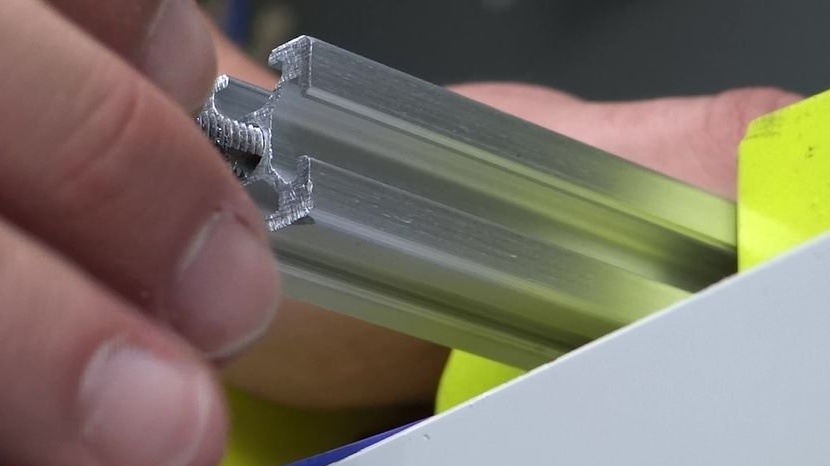
- Profil Aluminium 20x20mm 600mm panjang - 2 pcs;
- Profil Aluminium 20x20 mm, panjang 300 mm -5 pcs;
-12mm rod 310mm - 2 pcs;
-12mm rod 530mm - 2 pcs;
-12mm rod 140mm -2 pcs;
- Skru utama 500 mm - 2 pcs;
- Running skru 280mm -1 pcs;
- Pemacu skru 120 mm - 1 pc;
-12 mm galas linear - 12 pcs;
- Bearing 608zz - 4 pcs;
-T berbentuk kacang M5 - 36 pcs;
- Skru M6 x 25 mm - 4 pcs;
- Skru M5 x 10 mm - 34 pcs;
- Skru M5 x 16 mm - 10 pcs;
- Skru M3 x 20 mm - 8 pcs;
- Skru M3 x 12 mm - 32 pcs;
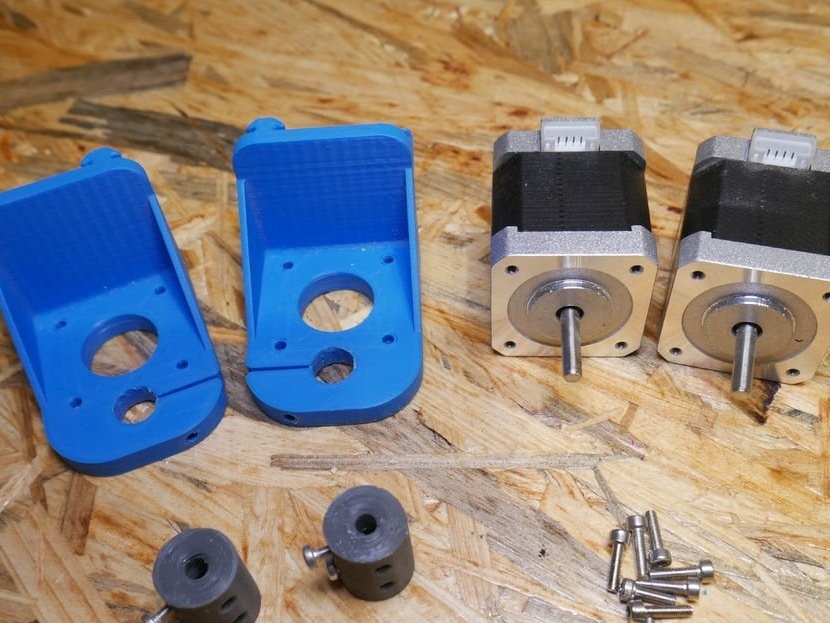
-Juru enjin - 4 pcs;
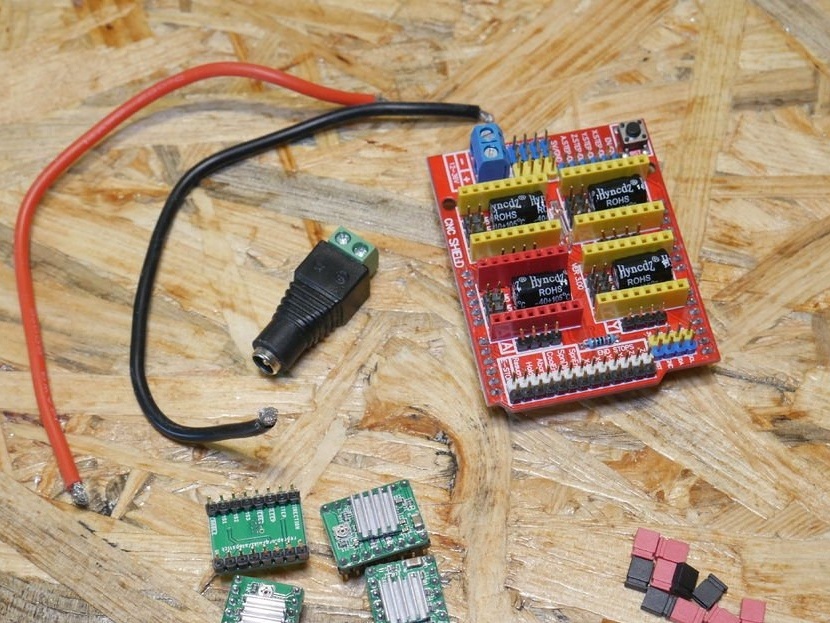
-A4988 Lembaga Pembesaran - 1 pc;
-Mengurus pemandu - 4 pcs;
-Arduino - 1 pc;
- Bekalan kuasa - 1 pc;
- Penyambung DC - 1 pc;
- Jumper - 14 pcs;
-Dremel 3000 - 1 pc;
-3D pencetak;
-Vise;
-Ushm;
- pemutar skru;
-Drill;
-Plywood;
-Drilling machine;
- Jigsaw elektrik;
-Komputer dengan perisian;
dengan semua butiran, kuantiti, pelbagai pautan dan komen.




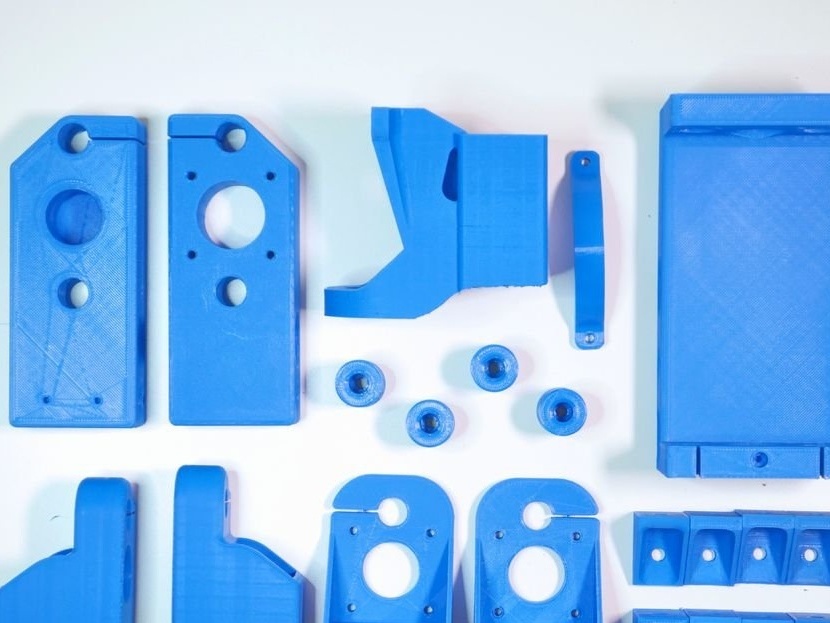
Langkah Pertama: Percetakan 3D
Menurut tuan, apabila mencetak bahagian, sudah cukup untuk menetapkan parameter "isi" hingga 20-40%.
Tuan mencetak semua butirannya menggunakan PLA, tetapi lebih baik mencetaknya menggunakan PETG, kos PETG hampir sama, dan keduanya mudah dicetak, tetapi PETG sedikit lebih fleksibel, jadi lebih sulit untuk pecah.
Anda tidak perlu mencetak bahagian yang ditandakan sebagai LAMA, ini adalah versi lama beberapa fail yang dikongsikan wizard jika seseorang mahu menggunakannya.
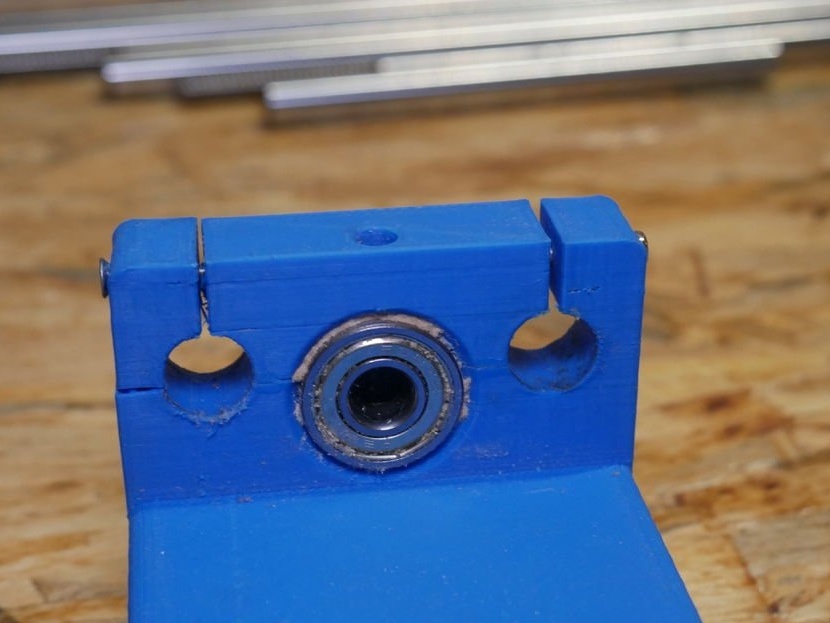
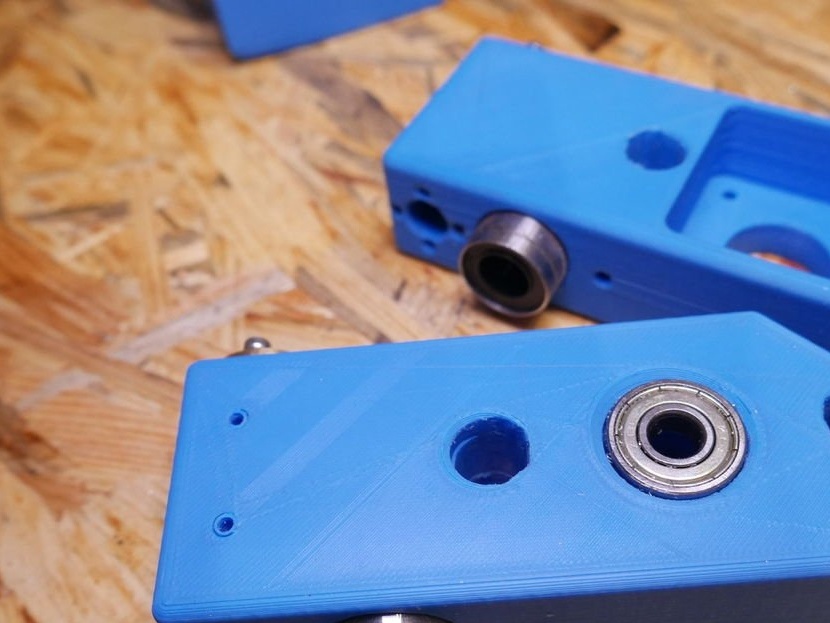
Anda juga boleh mencari fail .f3d, .iges dan .step supaya anda boleh mengedit projek pengarang anda dengan mudah. Selepas mengeluarkan bahagian-bahagian, anda perlu menyemak kerusi bearing. Anda juga mungkin perlu mengecilkan pin yang sesuai dengan profil aluminium, bergantung kepada ketepatan pencetak 3D anda.
Dua konduktor juga diberikan yang bukan sebahagian daripada CNC, tetapi sangat berguna untuk lubang penggerudian dalam profil aluminium dan sokongan kayu.
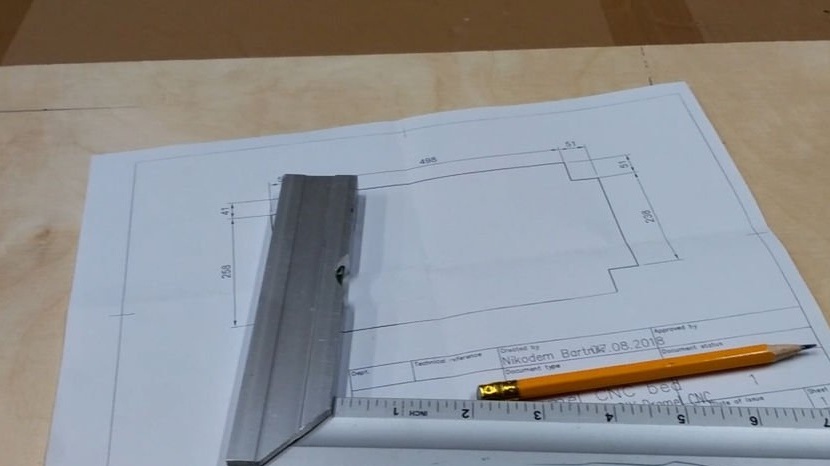
Langkah Dua: Bersedia untuk Membina
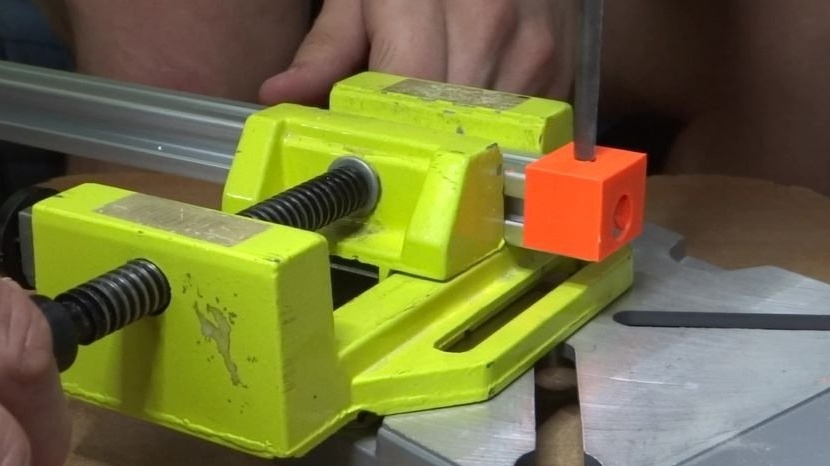
Sebelum memasang semua komponen, mungkin diperlukan untuk memangkasnya ke panjang yang dikehendaki. Tuan menggunakan profil aluminium 60 dan 30 cm panjang dan 12 mm rod. Jika anda ingin membuat mesin yang lebih besar, anda hanya perlu menggunakan profil aluminium yang lebih panjang, rod dan thumbsprews, butiran dengan percetakan 3D tetap sama. Jika anda membeli semua bahagian yang dipotong ke panjang yang diingini, langkai langkah ini.
Tuan mendapati bahawa rod dan spindle ini tidak boleh dipotong dengan menggunakan tangan, jadi dia memotong menggunakan pengisar sudut.
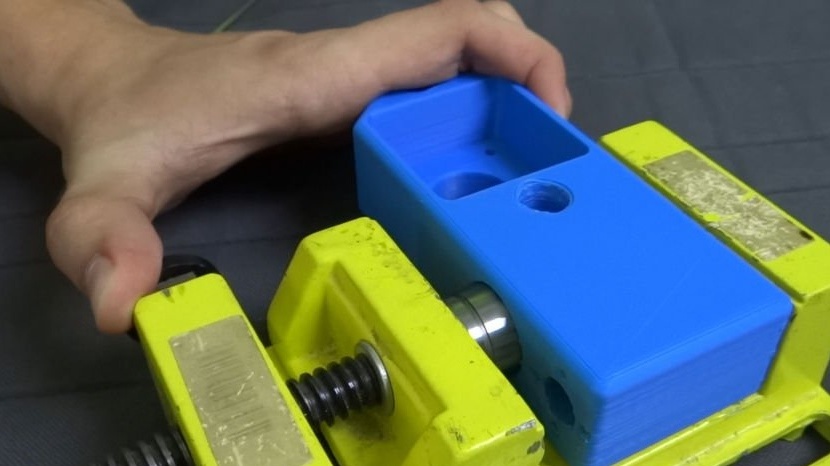
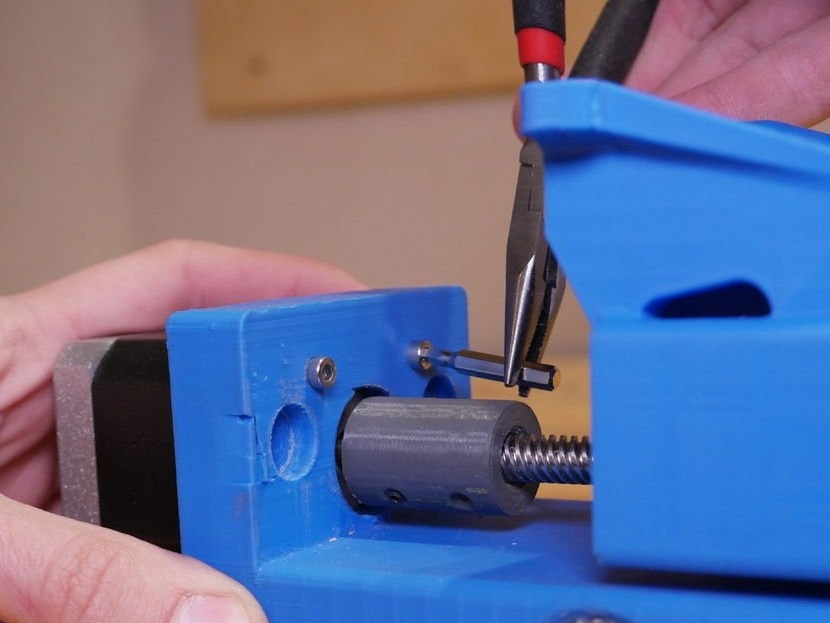
Pada langkah ini, anda perlu memasang semua galas. Tuan melakukan ini dengan naib kecil.




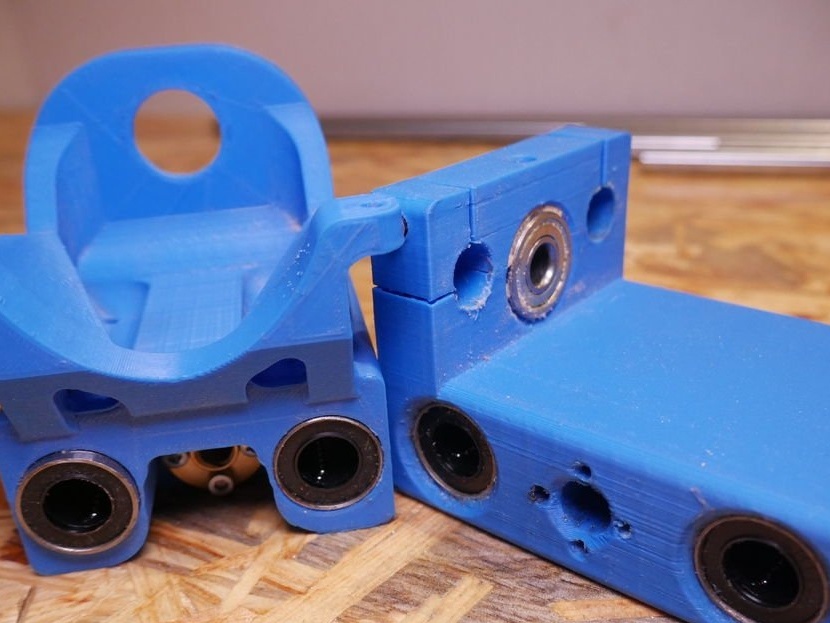
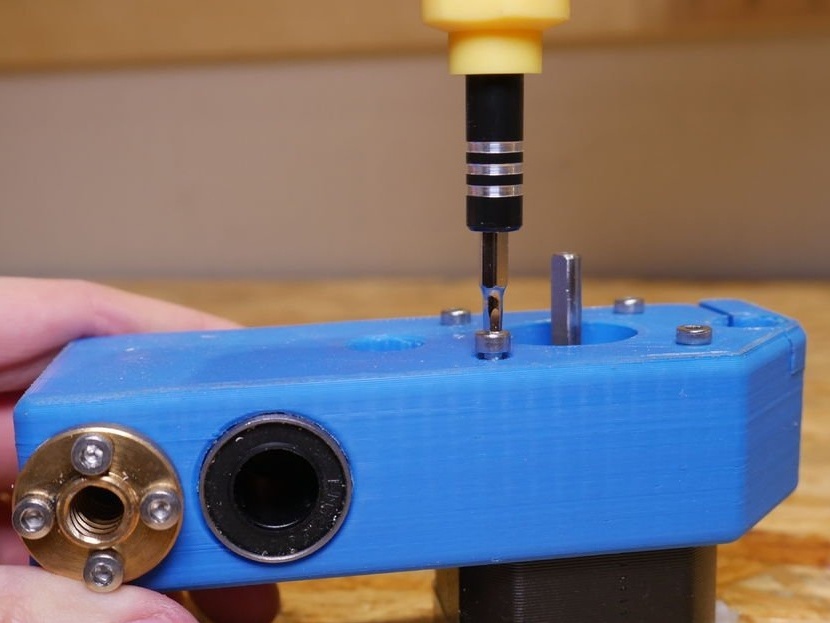
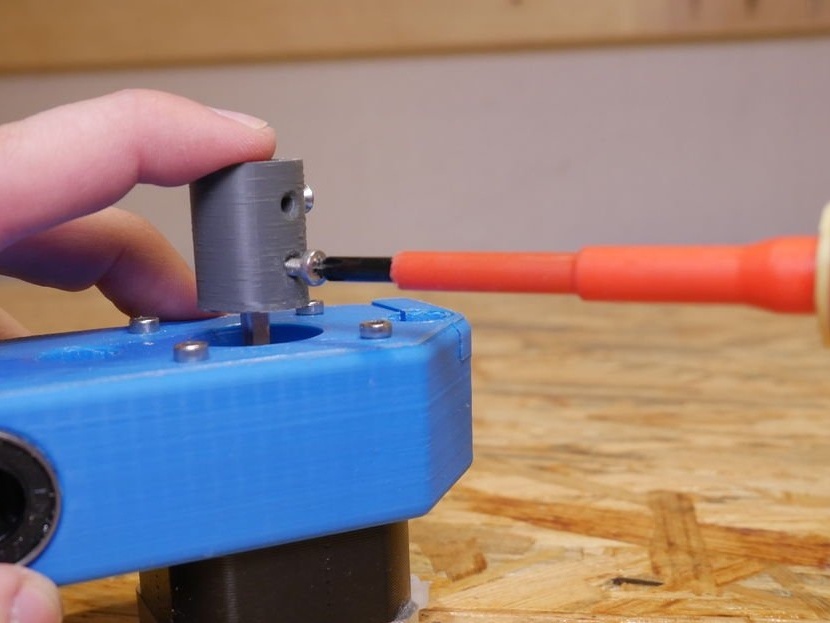
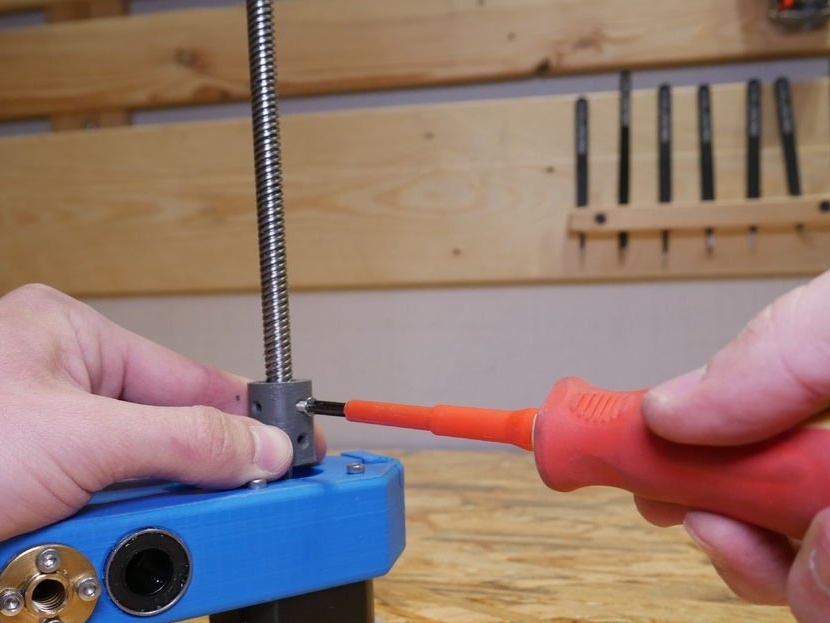
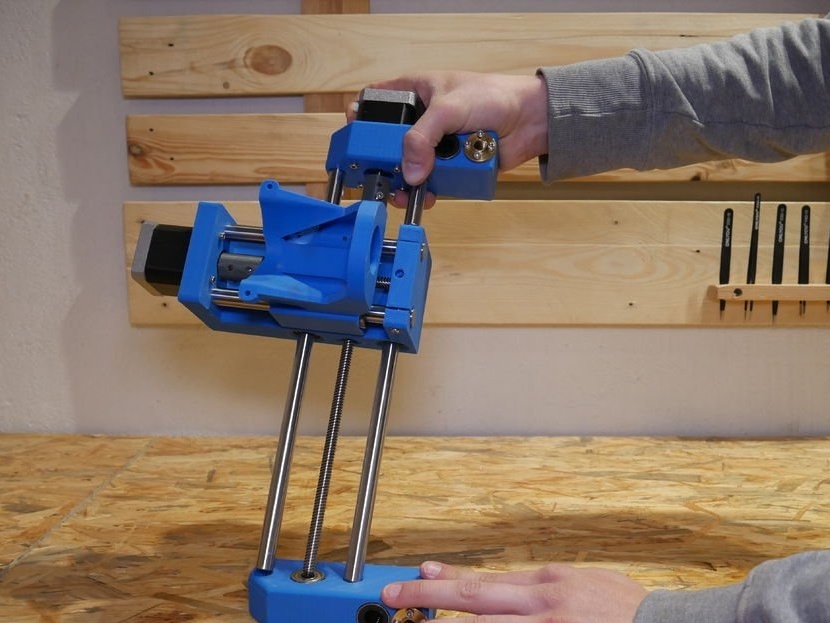
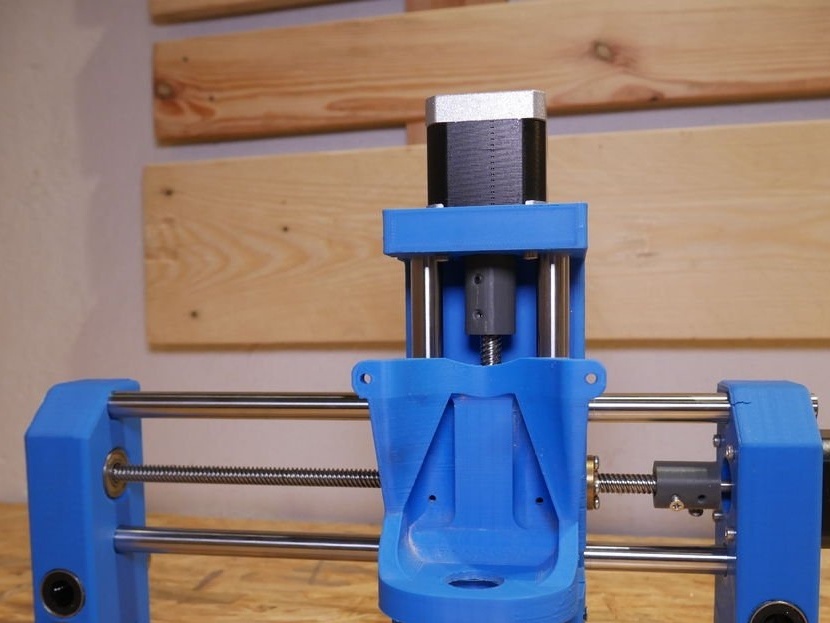
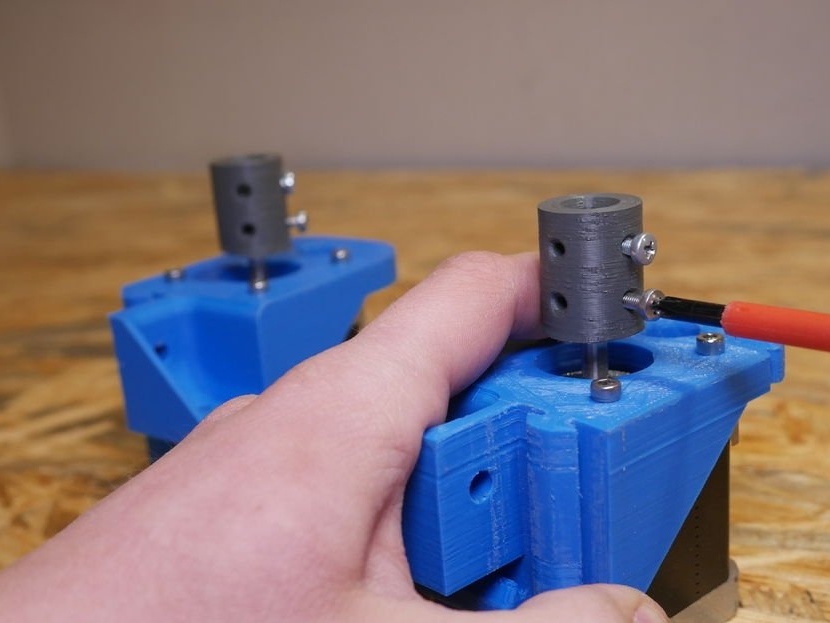
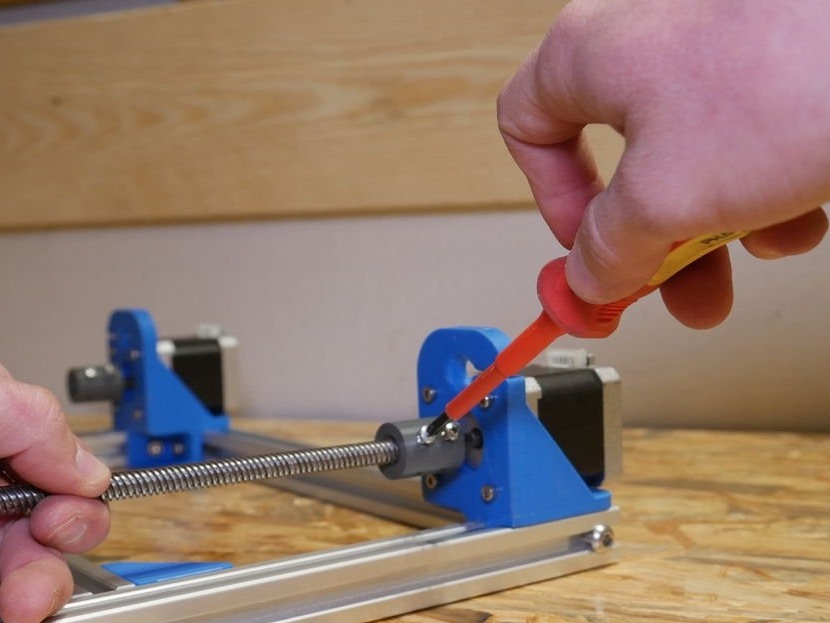
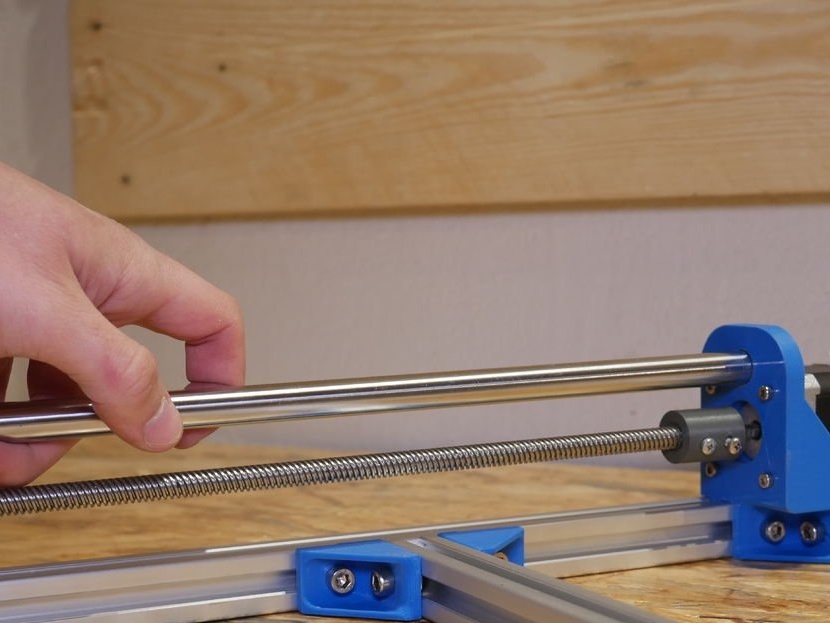
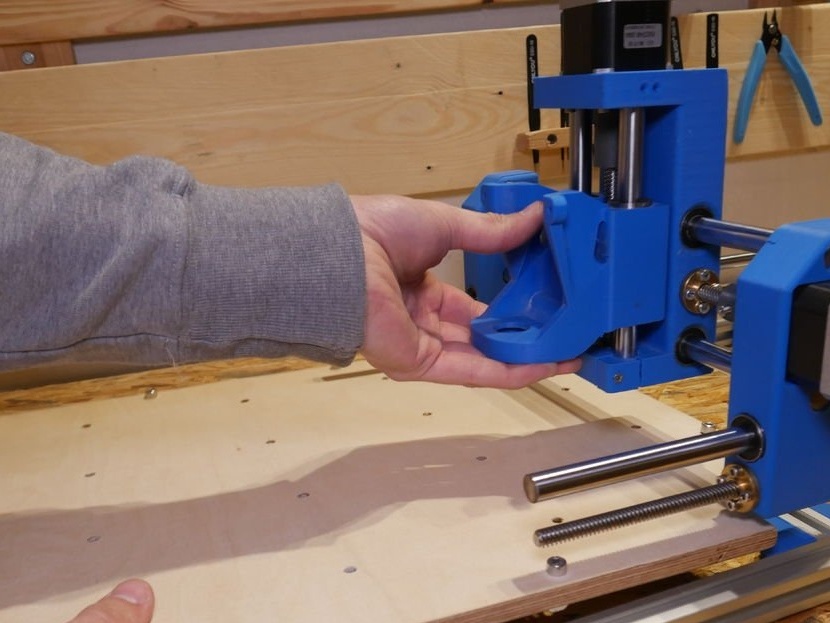
Langkah Tiga: Z Axis
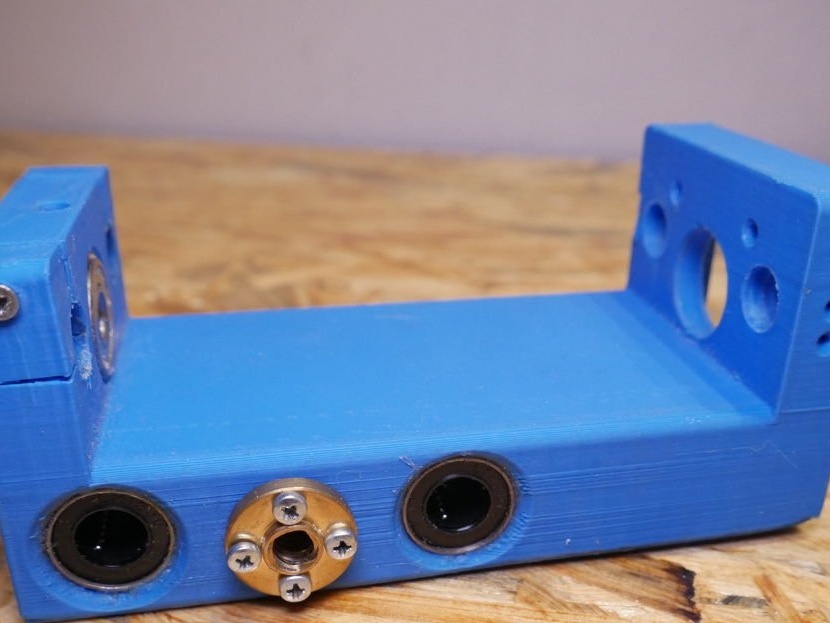
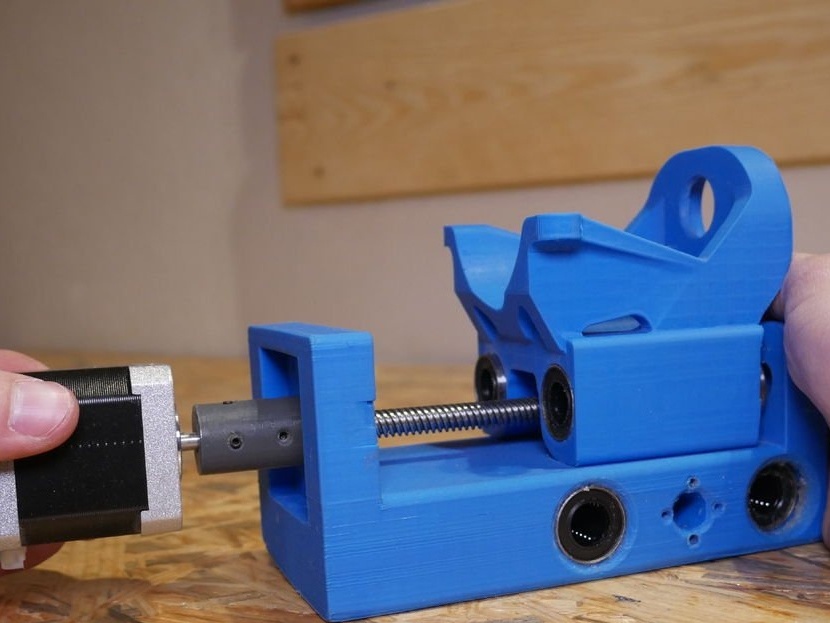
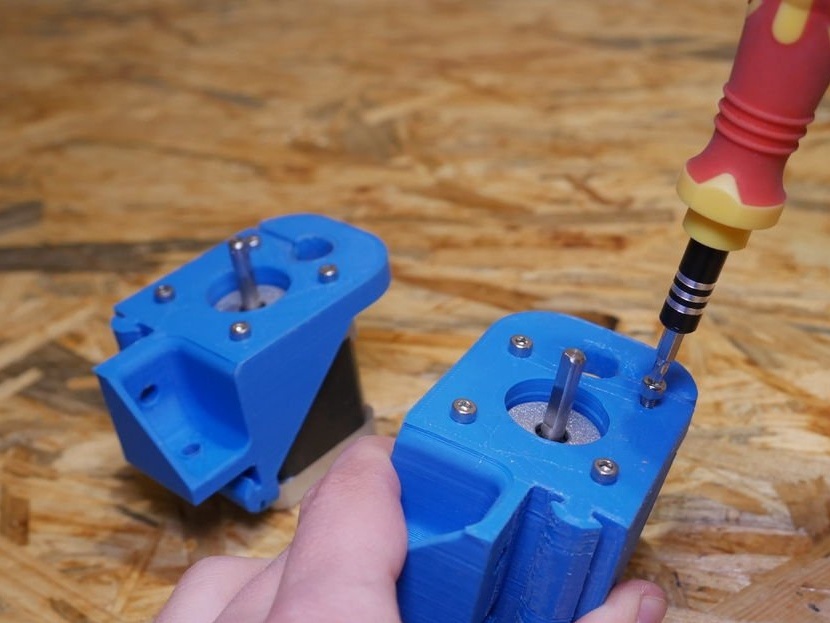
Perhimpunan ini bermula dengan paksi Z. Letakkan dua batang dalam pengangkutan paksi Z, tetapi tidak sepenuhnya, juga akan ada pemegang Dremel. Pemegang Dremel mesti bergerak bebas di sepanjang galas linier. Galas 608zz sudah dipasang di lubang di bahagian bawah kereta di sepanjang paksi Z. Sekarang anda perlu memasang motor stepper dengan skru plumbum dan gandingan percetakan 3D. Kencangkan motor dengan skru M3 dan pastikan kedua-dua pistol itu dipasang dengan skru di bahagian bawah. Untuk memudahkan penggunaan masa depan, pasangkan penyambung motor stepper ke belakang, kerana ia akan disambungkan ke sana elektronik.


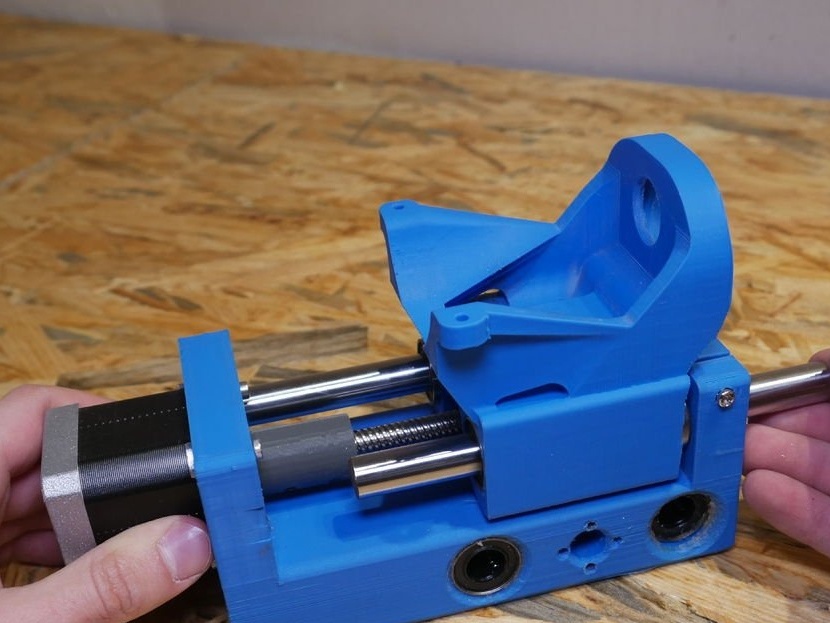
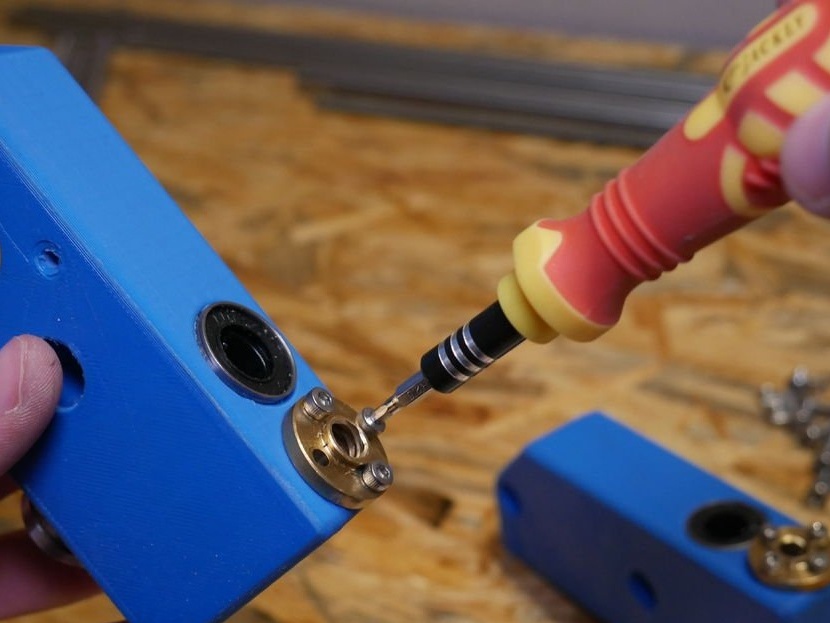
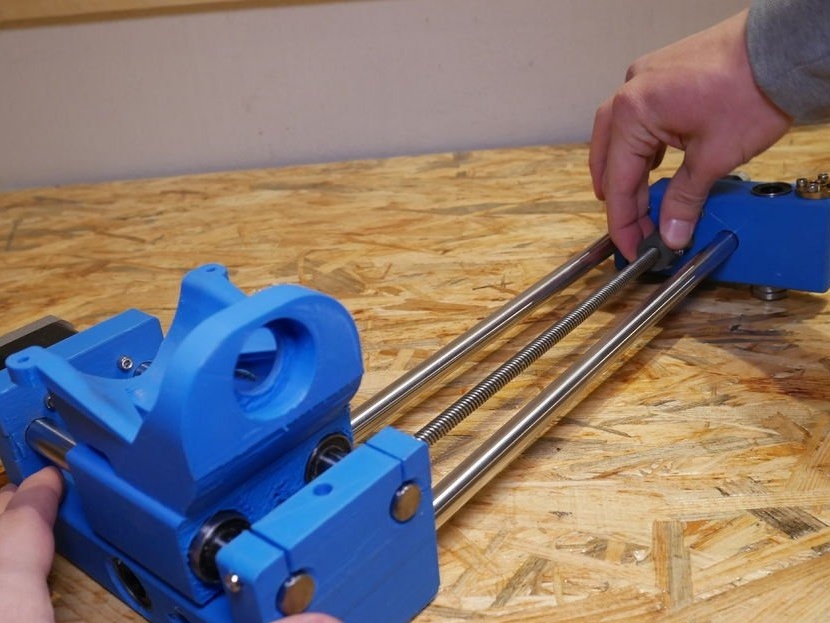
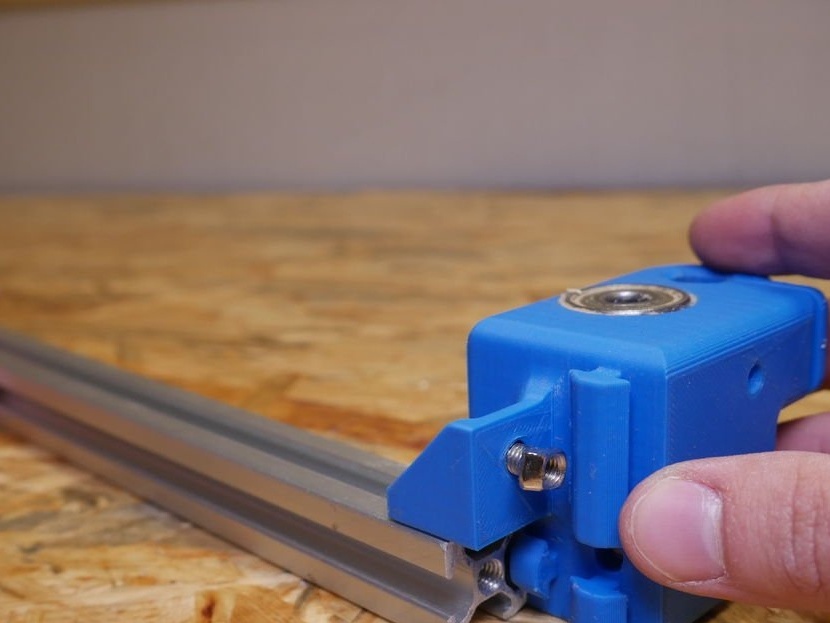
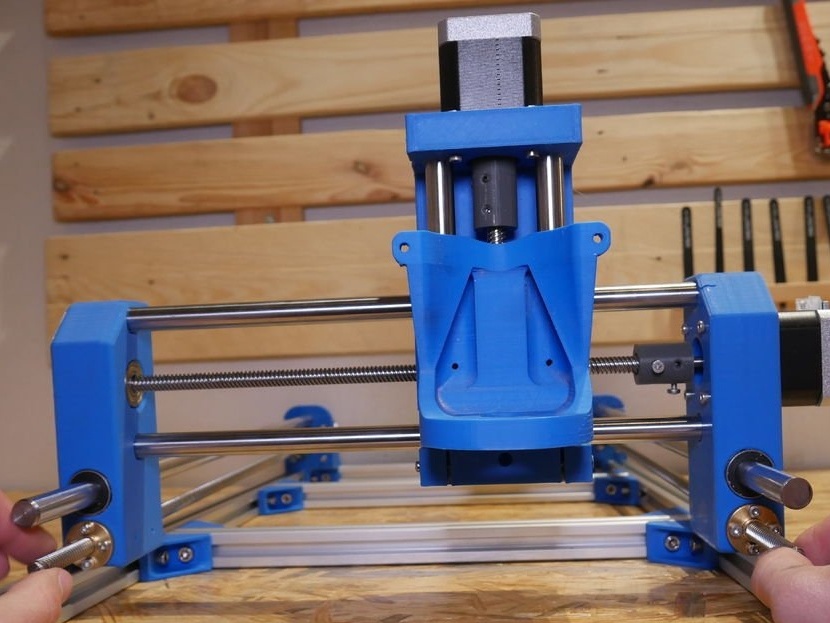
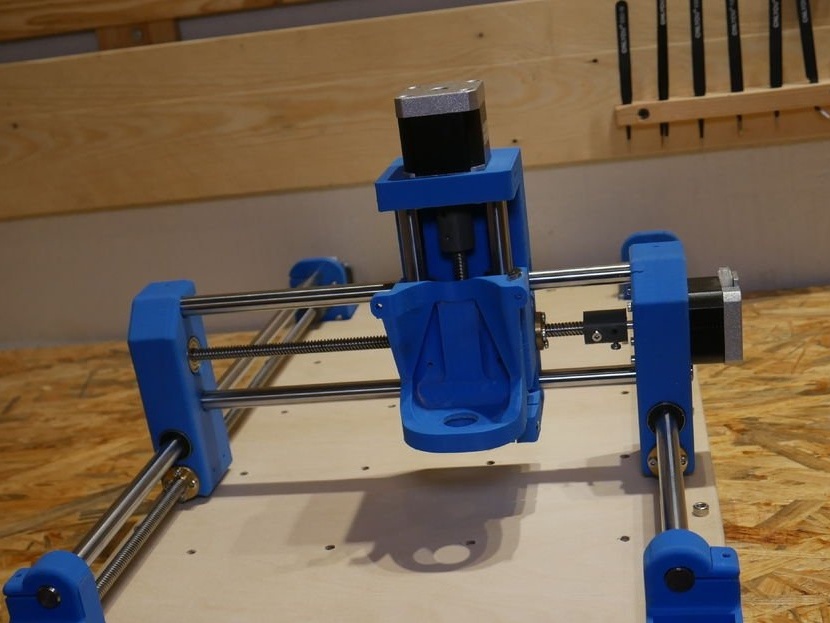
Langkah Empat: X Axis
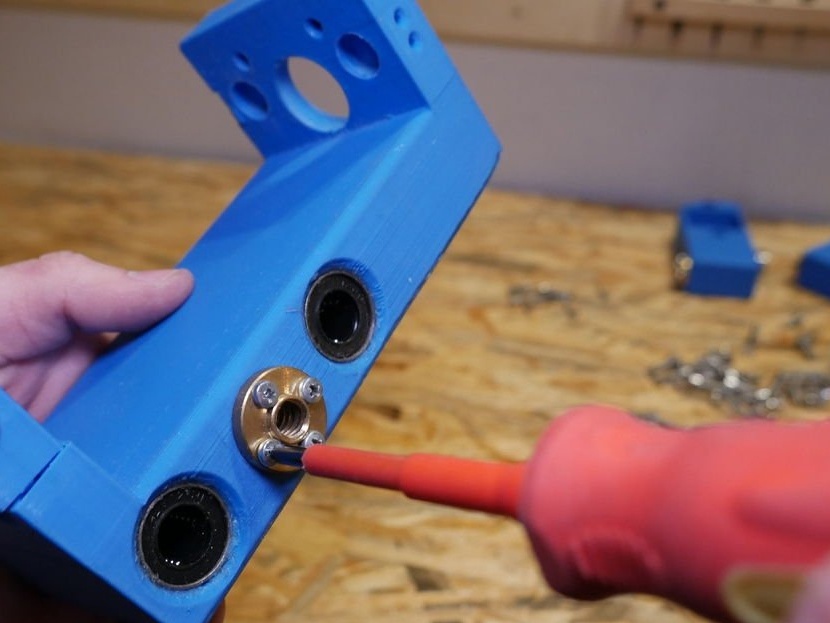
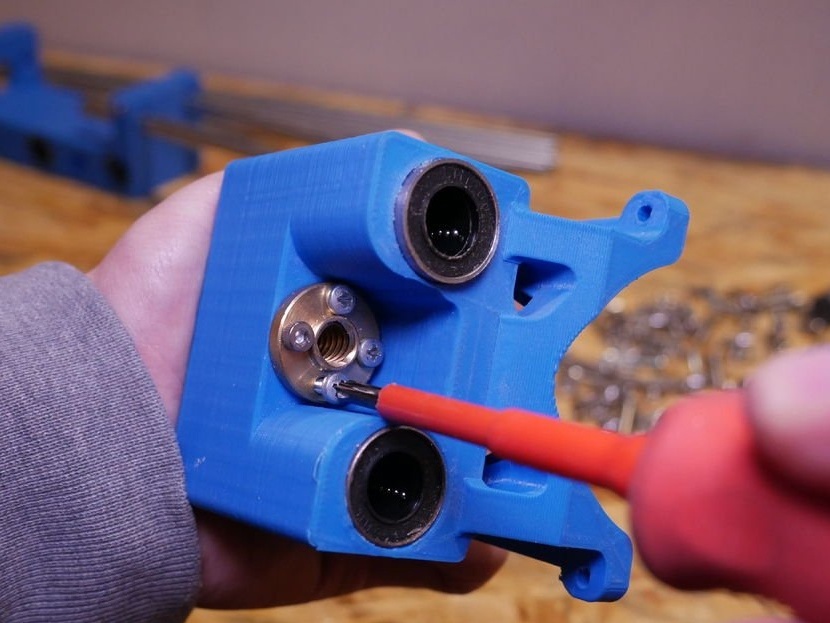
Sekarang pergi ke paksi X. Skru bebibir tembaga. Ambil satu daripada paksi X dan pasangkan dua batang untuknya. Kemudian letakkan pengangkutan paksi Z pada rod ini dan pasang pengangkutan paksi X kedua di seberang. Selamatkan enjin dengan skru M3.


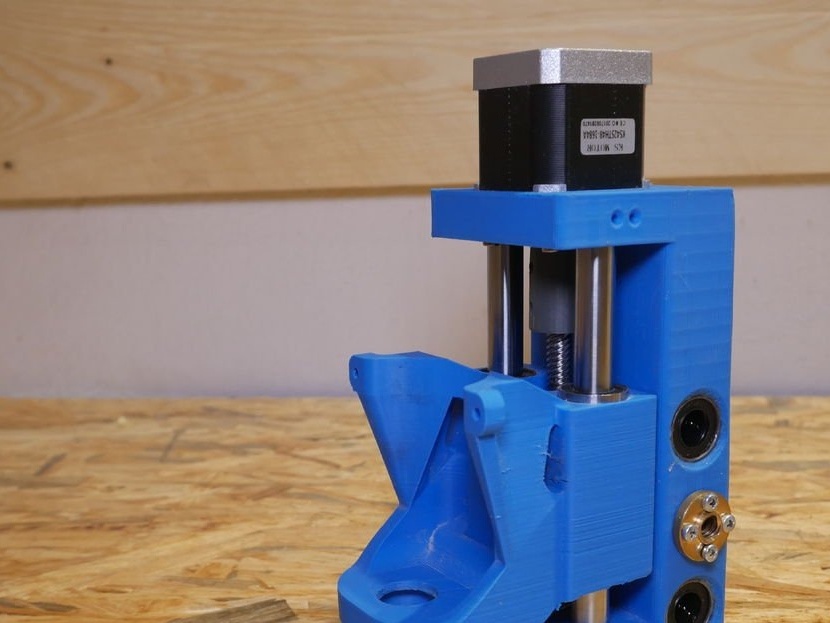
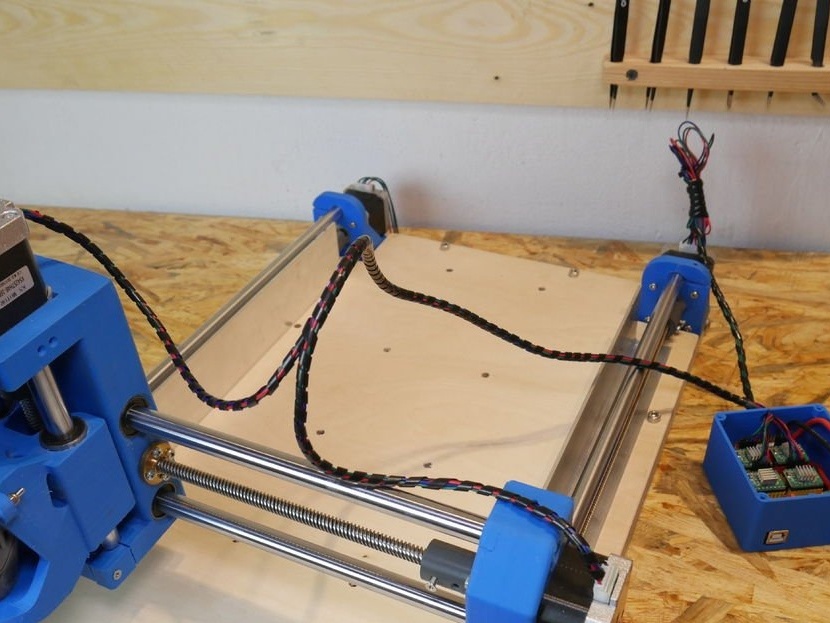
Lima Langkah: Y paksi dan bingkai aluminium
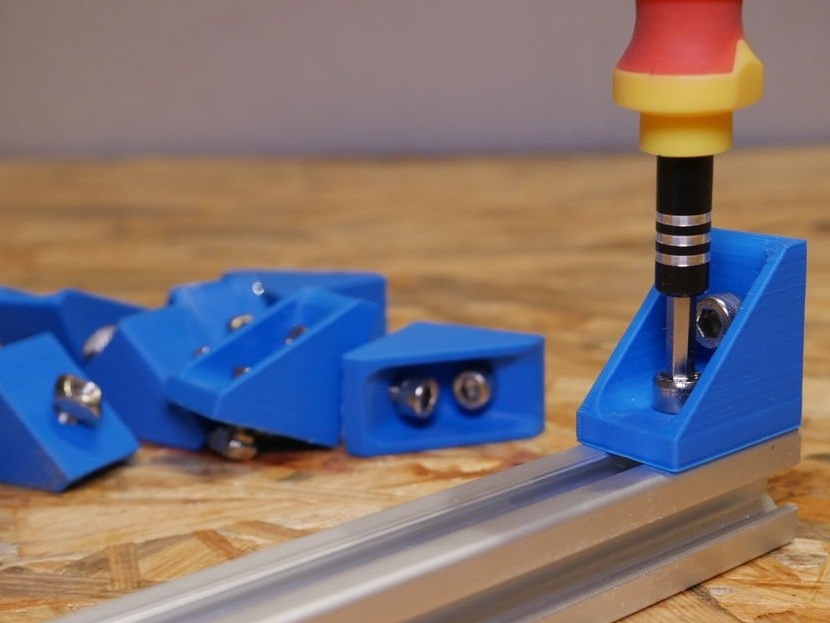
Paksi Y secara langsung dihubungkan ke kerangka utama mesin ini. Ia diperbuat daripada profil aluminium 20x20 mm yang disambungkan oleh skru untuk kekakuan. Oleh kerana mesin ini adalah modular, adalah mungkin untuk mengurangkan atau meningkatkan panjang profil. Tuan memotong profilnya hingga 60 cm - 2 buah, Dan 30 cm - 4 buah. Seterusnya, anda perlu memasang lubang pelekap. Untuk memudahkan proses penggerudian, tuan membangun dan mencetak konduktor yang boleh diletakkan pada profil dan kemudian menggerudi lubang menggunakan gerudi 6.5 mm. Di kedua-dua hujung 2 profil pendek, threading masih diperlukan. Adalah disyorkan bahawa anda pra-gerudi lubang paip dengan gerudi 5.2 mm dan kemudian membuat thread M6.
Selanjutnya pada motor stepper dipasang sendi sudut.
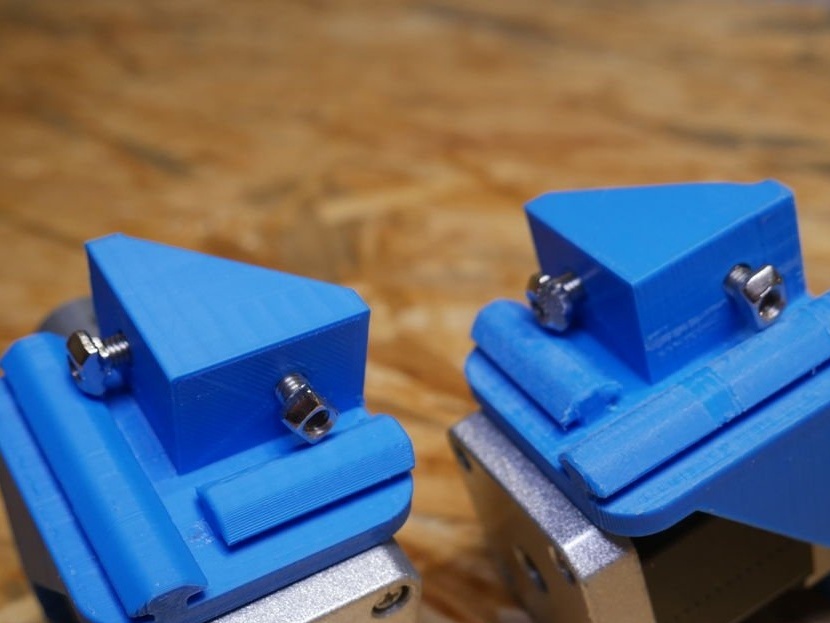
Profil Aluminium dipasang.
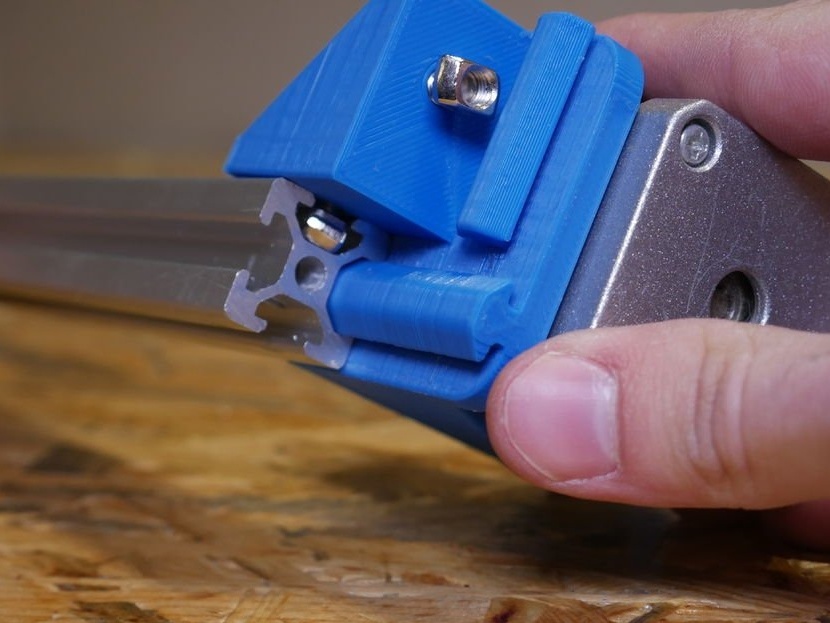
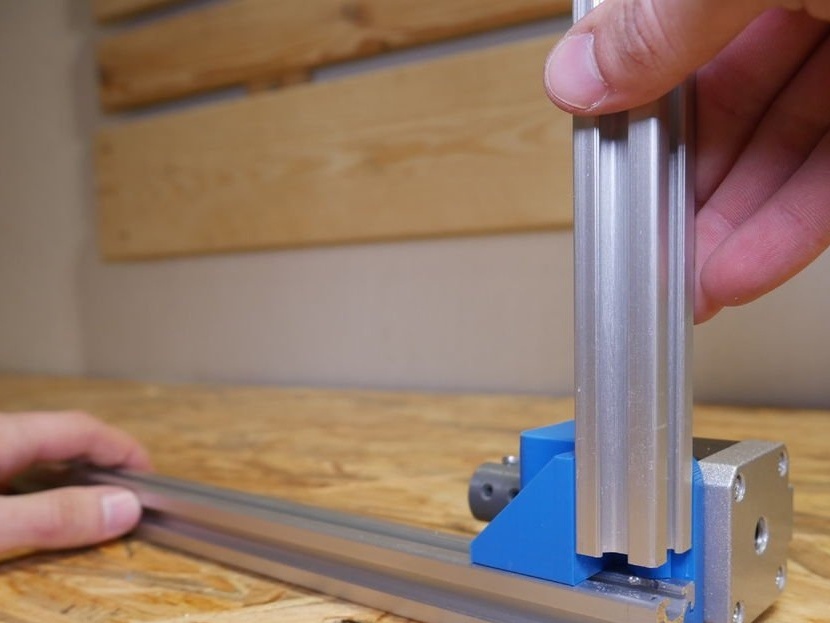
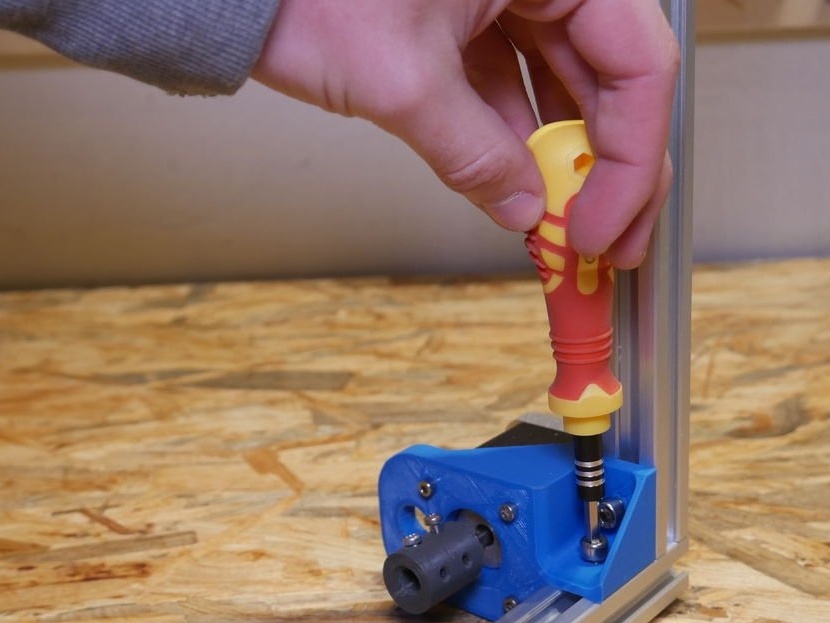
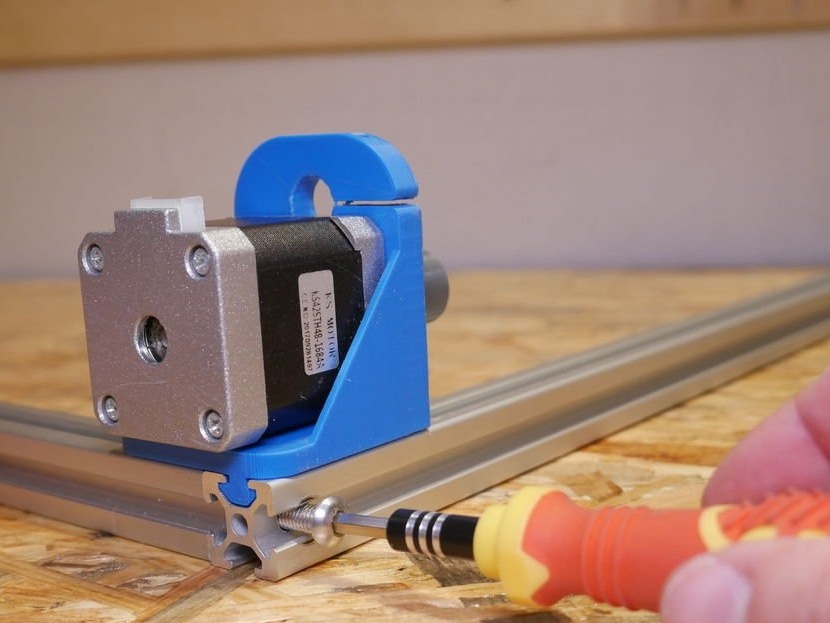
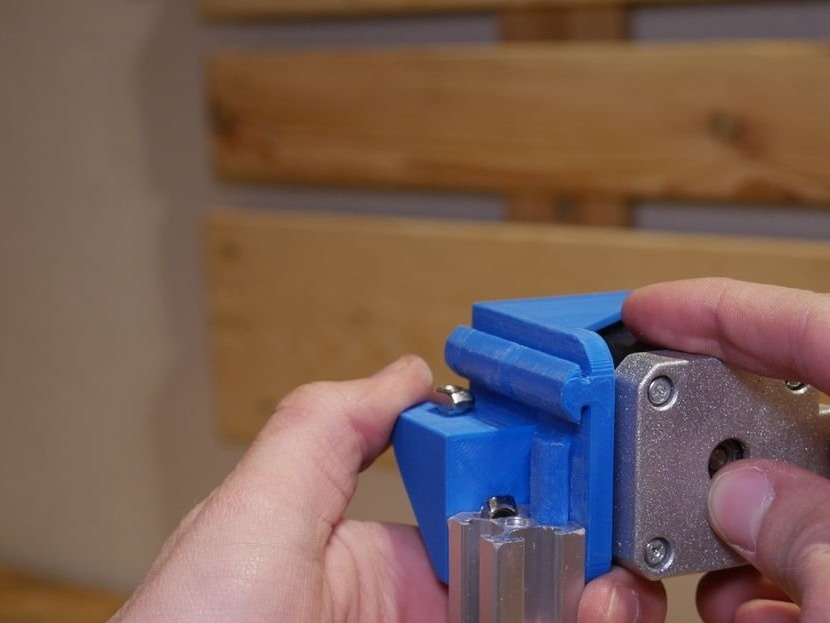


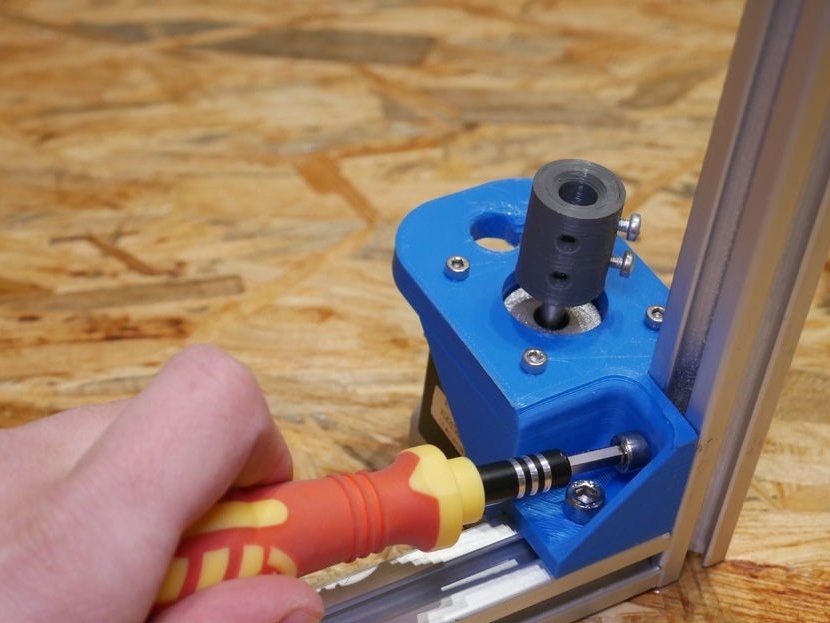

Menetapkan profil lintang.


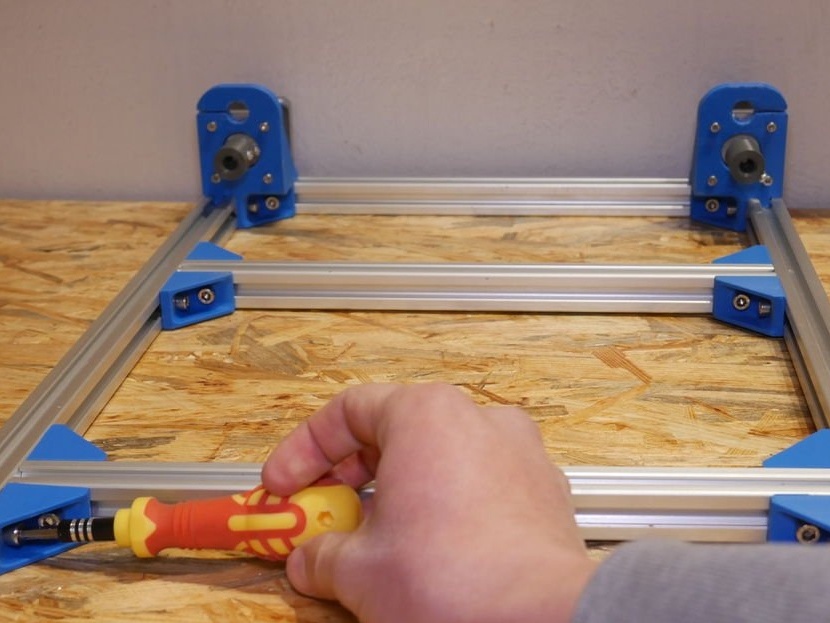
Pemasangan pada bingkai, paksi X / Z yang dipasang sebelumnya.



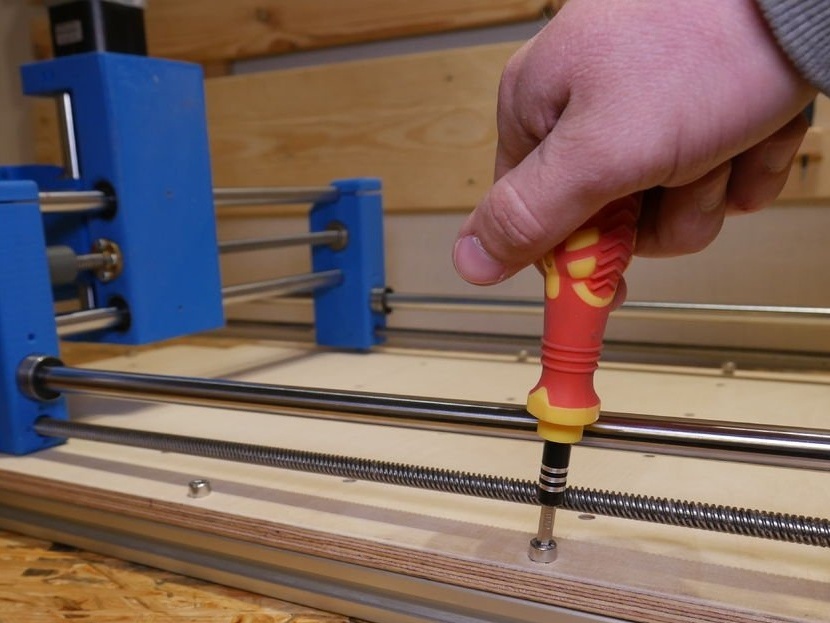
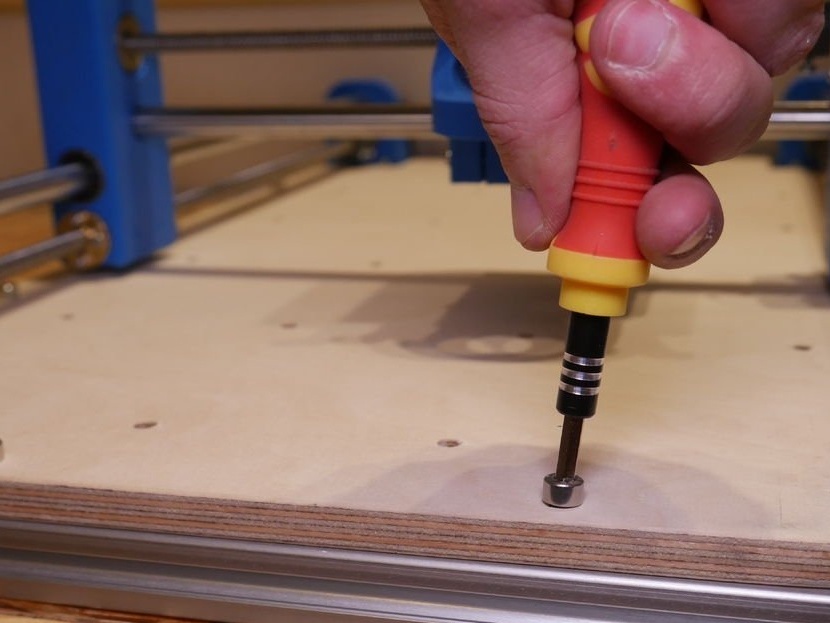
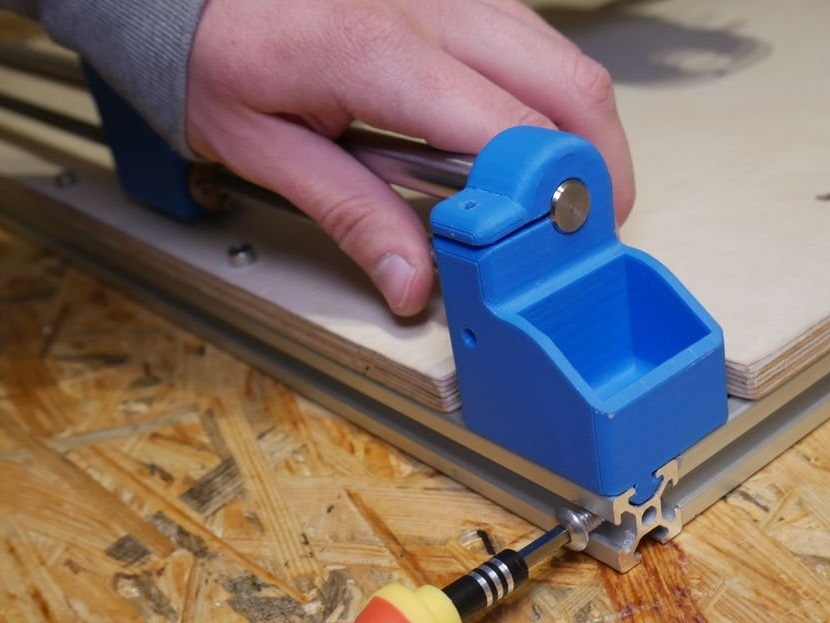
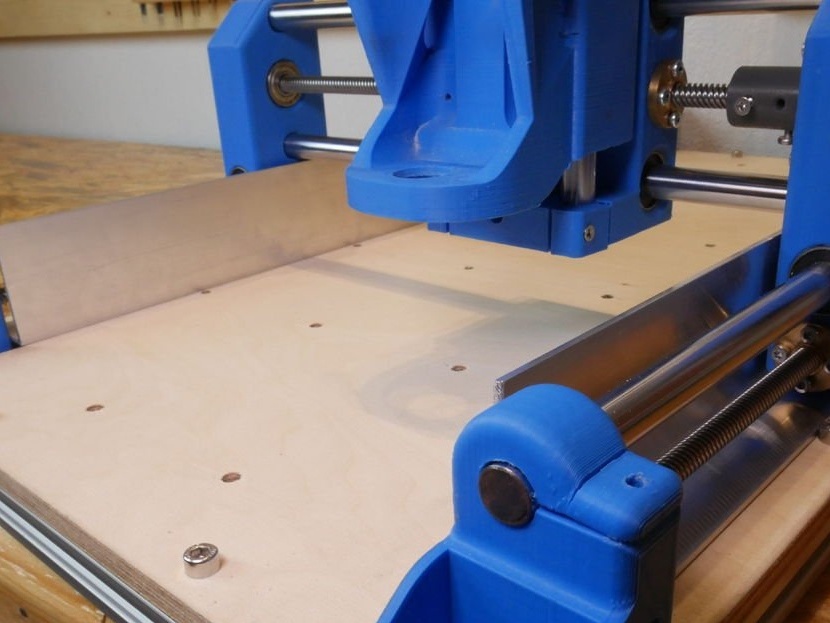
Langkah Enam: Jadual
Tuan membuat desktop dari papan lapis. Saya memotong keping ke saiz, menggerudi lubang pemasangan sepanjang tepi. Di bahagian kerja meja, saya juga menggerudi lubang, dan memasang sisipan berulir dari bawah. Mereka diperlukan untuk kerja-kerja pengikat. Untuk mengelakkan papan lapis daripada rosak, kunci papan serat akan diletakkan di atas.

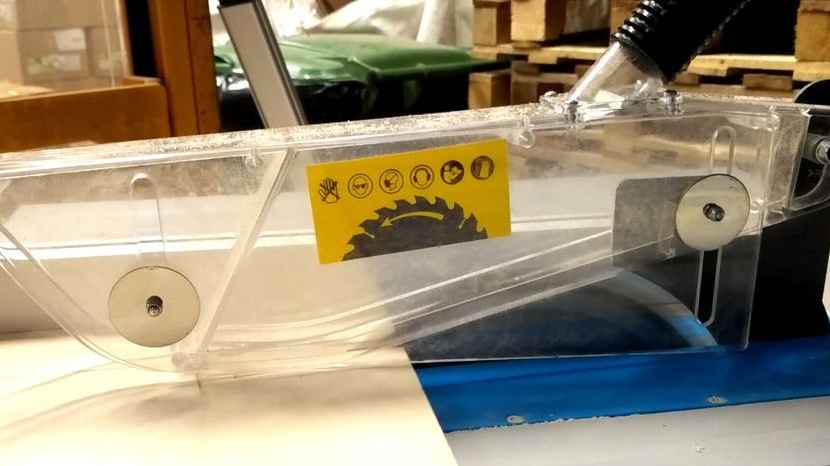





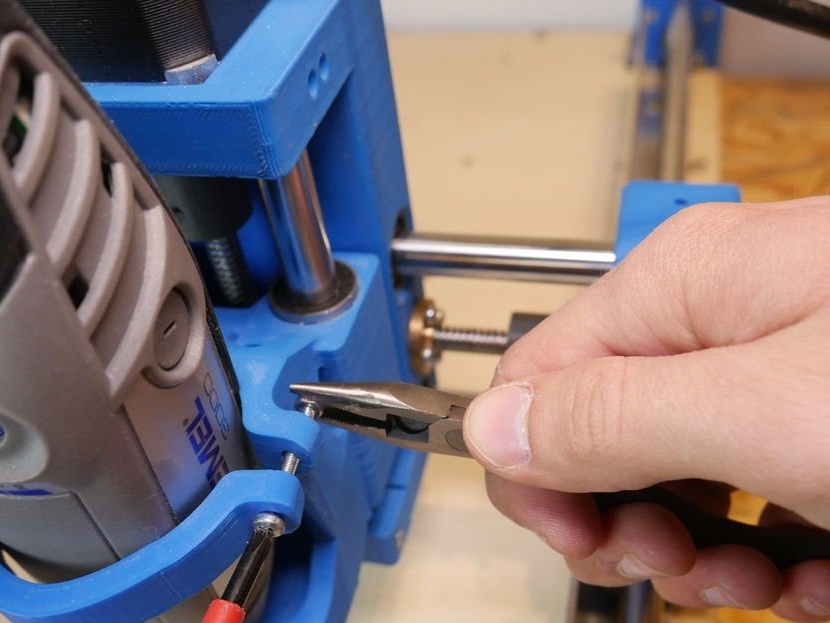
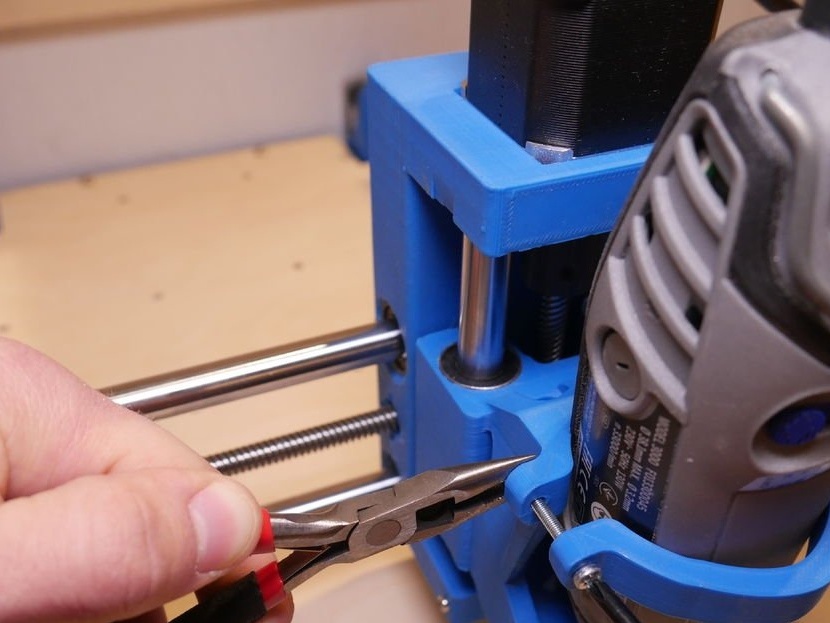
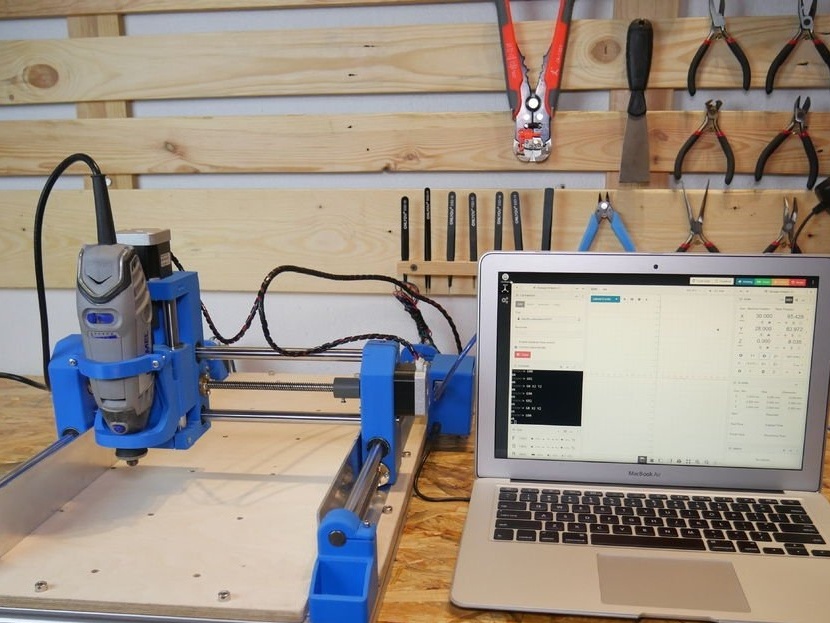
Langkah ketujuh: Dremel
Tuan menggunakan Dremel 3000 pada mesinnya. Alat ini tidak sesuai dan sukar bagi dia untuk memproses aluminium, tetapi ia cukup untuk memproses kayu atau bahagian akrilik. Pada dasarnya, anda juga boleh memproses bahagian aluminium, ini akan ditunjukkan pada video di akhir artikel.
Sesetengah rakan memasang Dremel 4000 di mana gelendong lain dipasang, dan ini memanjangkan keupayaan mesin.
Pada permulaan projek ini, tuan mahu menambah relay untuk menghidupkan dan mematikan Dremel menggunakan arahan G-code, tetapi kerana beberapa masalah, beliau memutuskan untuk tidak menggunakannya. Oleh itu, pengukir dihidupkan dan kelajuan dikawal selia sebagai standard, dengan butang Dremel itu sendiri.
Dremel mengikat dengan kacang di bahagian bawah pengukir dan pengapit.




Langkah Lapan: Firmware
Untuk memasang GRBL pada Arduino, anda memerlukan Arduino dengan kabel dan perisian USB, yang boleh dimuat turun di sini: https://github.com/grbl/grbl
Selepas memuat turun fail .ZIP dari pautan di atas, anda boleh menambahkannya ke Arduino IDE sebagai pustaka. Pergi ke fail sampel dan buka contoh dari tab GRBL. Anda hanya perlu melihat satu baris kod, tidak lebih, ini adalah perkara biasa. Sambungkan Arduino ke komputer dan muat turun program. Dan sebagainya, GRBL dipasang pada Arduino, anda tidak perlu menukar sebarang kod. Jika anda menghadapi masalah dengan langkah ini, cuba cari petunjuk di Internet.
Terdapat juga satu perkara yang perlu diubah, anda boleh melakukannya melalui monitor bersiri dalam IDE Arduino atau konsol di CNCjs.
Apa yang perlu anda lakukan ialah menghantar 3 arahan mudah:
$100 = 400
$101 = 400
$102 = 400
Hantar arahan ini secara berasingan. Bergantung pada resolusi motor stepper yang anda gunakan, anda mungkin perlu menggunakan nilai selain daripada 400.
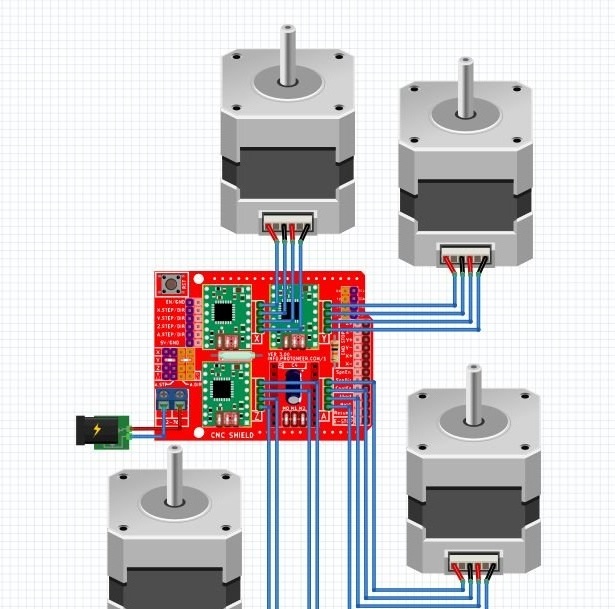
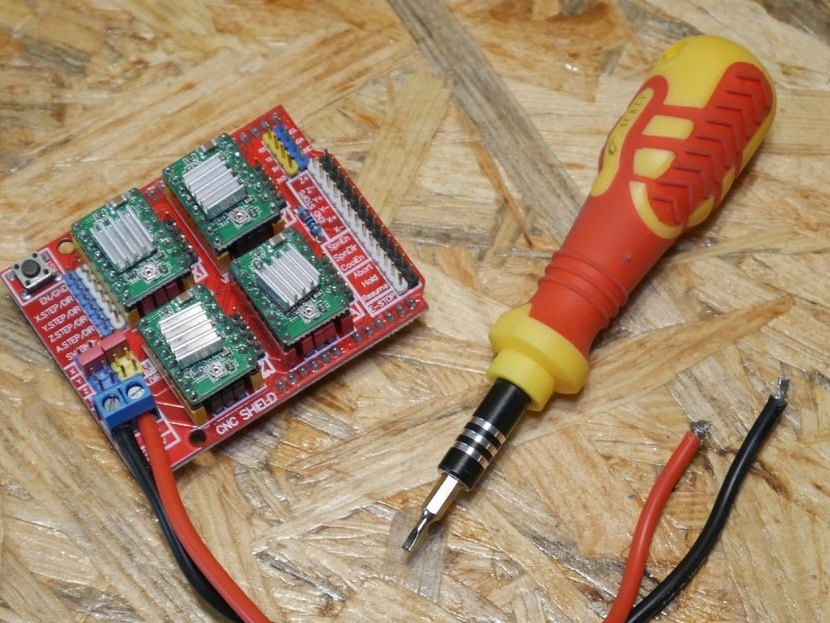
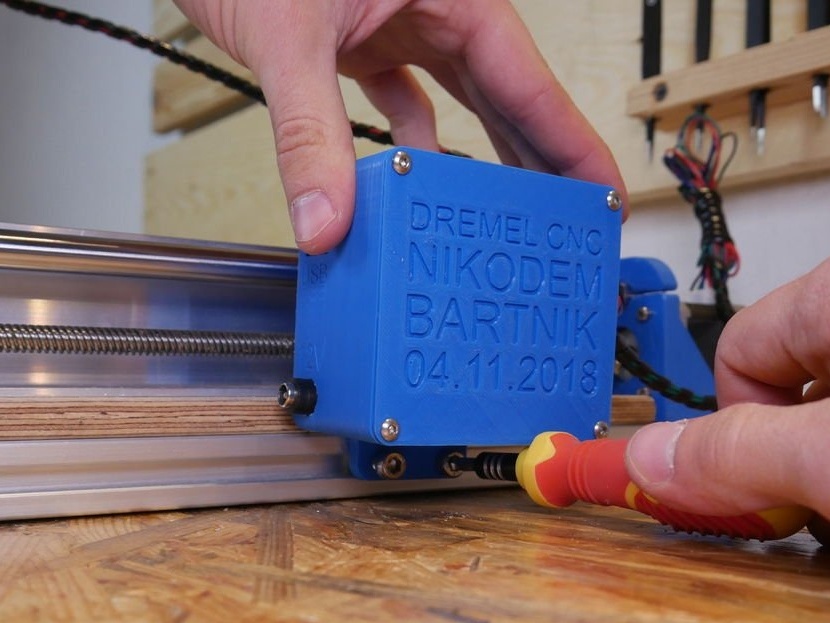
Langkah Sembilan: Elektronik
Seterusnya, tuan memasang elektronik dan menghubungkan motor stepper. Apabila menyambung, tuan dipandu oleh arahan dari ini laman web.
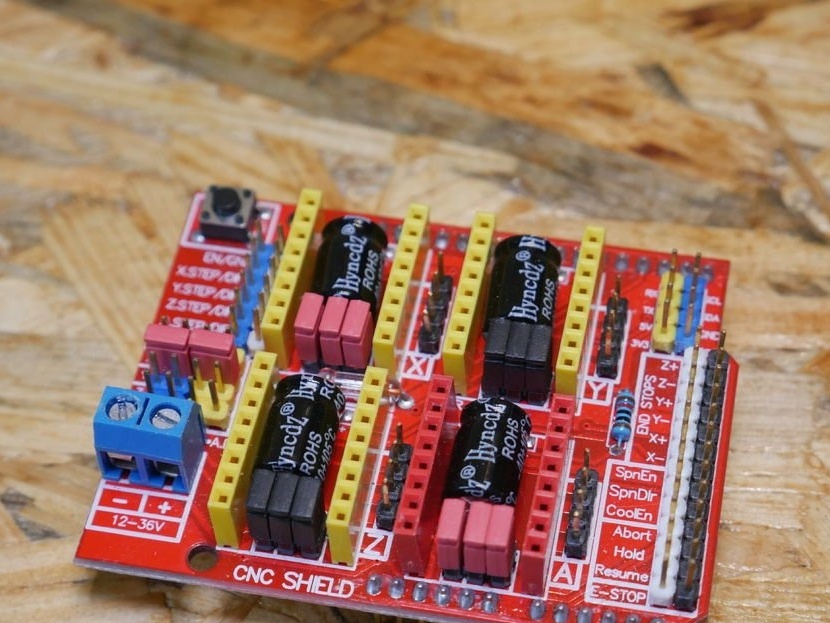
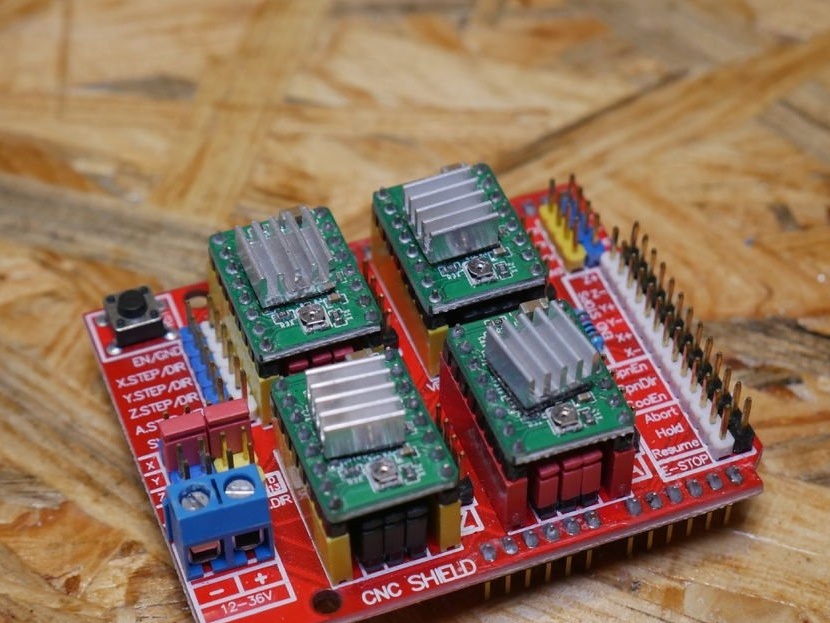
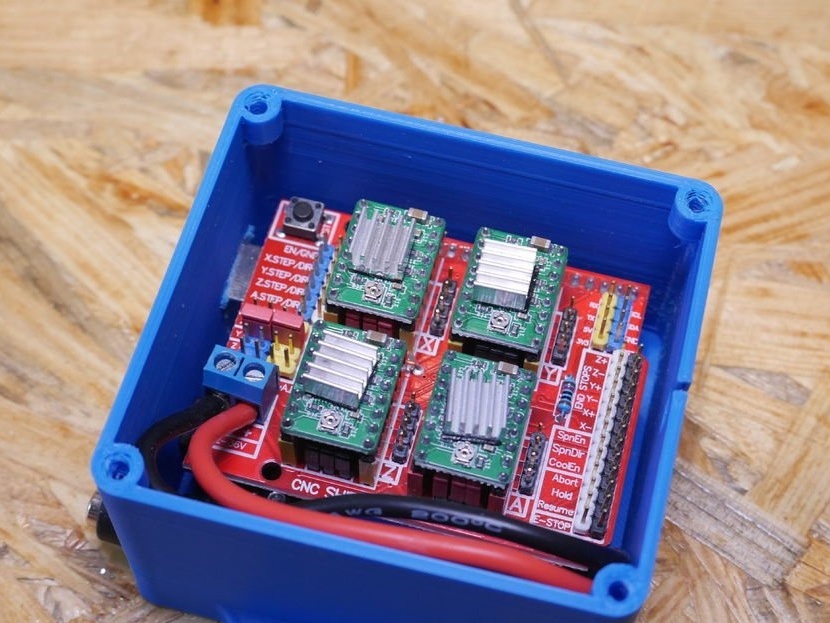
Pasang jumper, kemudian pemandu motor stepper di papan pengembangan. Menyambungkan penyambung kuasa, motor stepper, Arduino. Memasang elektronik di perumahan. Selepas pemasangan, adalah perlu untuk memeriksa operasi motor stepper, khususnya di mana arahnya berputar. Jika perlu, berfungsi dengan betul, enjin mematikan dan bertukar lebih 180 darjah.
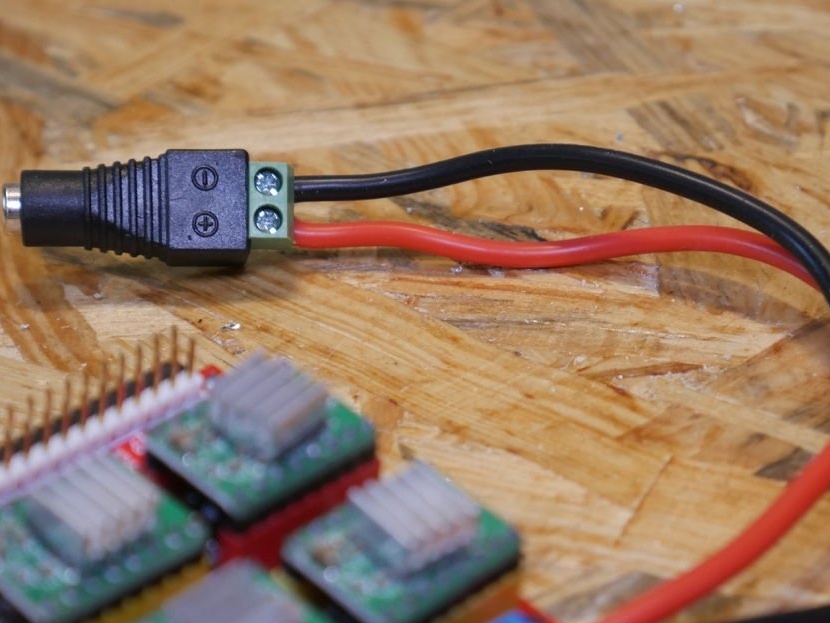

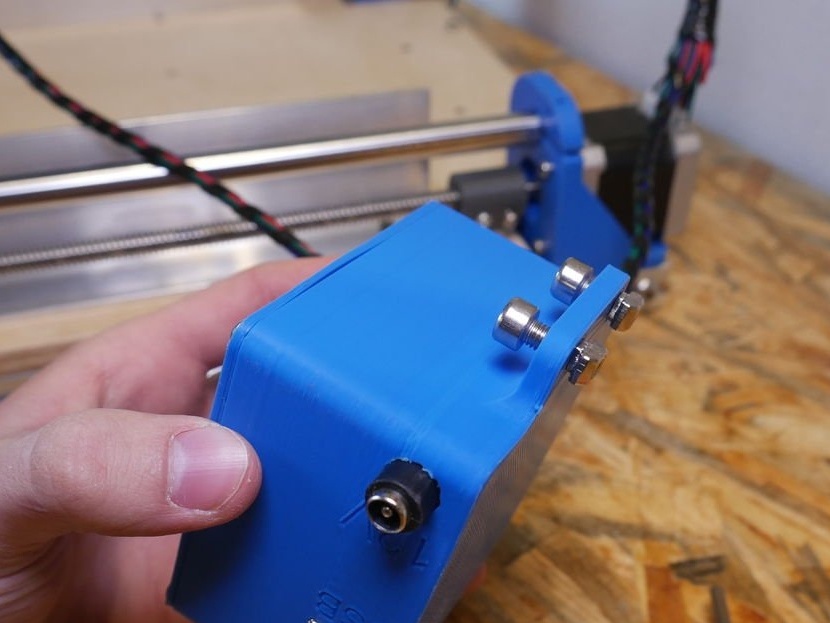
Langkah Sepuluh: Pemakanan
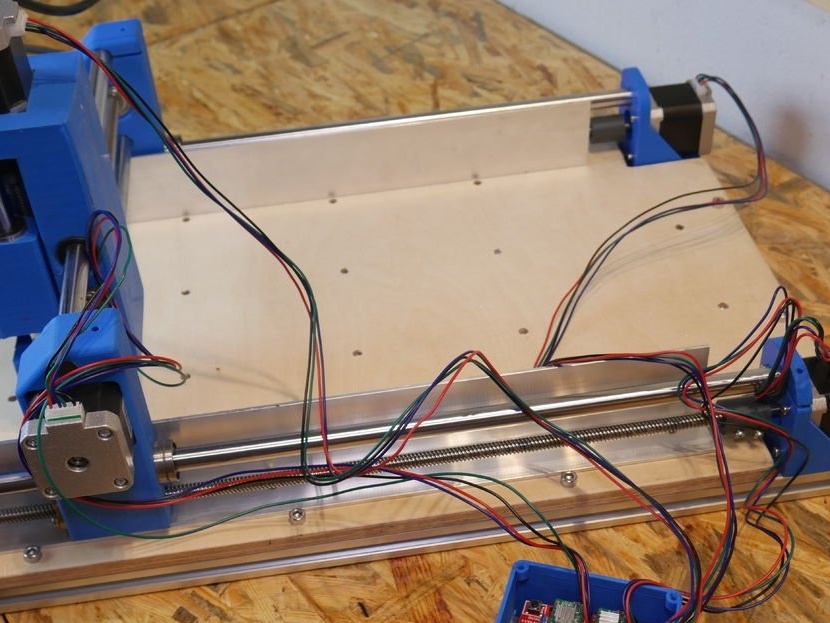
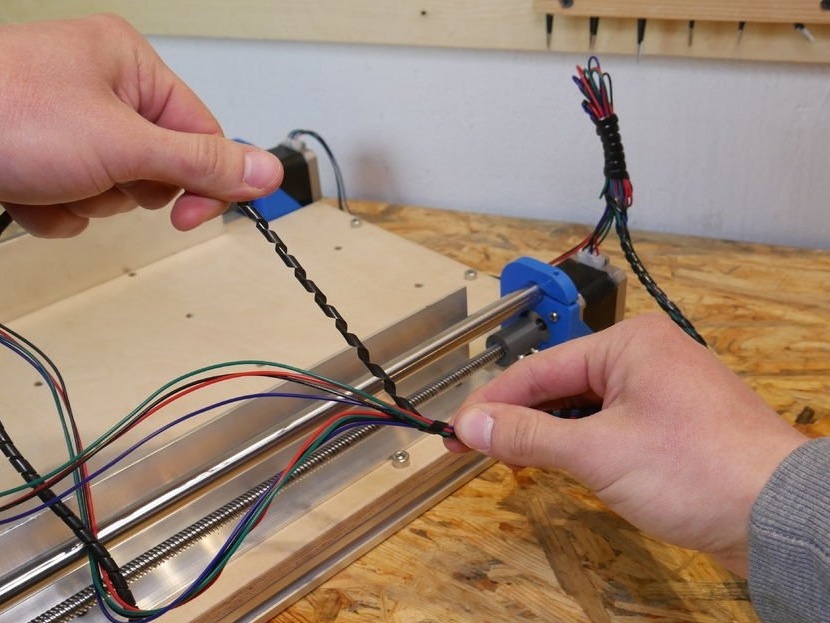
Untuk kuasa, tuan menggunakan bekalan kuasa 12V 3A.

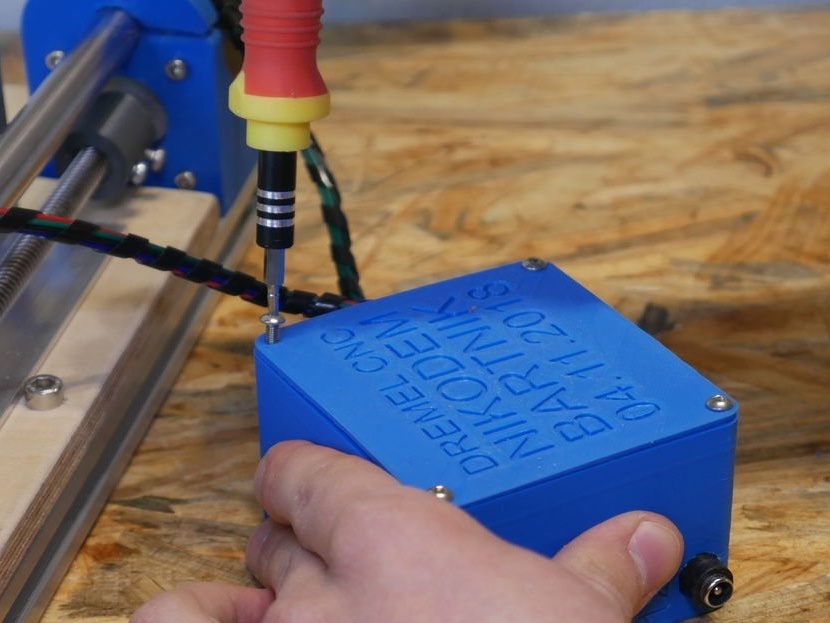
Wayar mesti dibalut dan diarahkan dengan betul supaya mereka tidak jatuh di bawah bahagian yang bergerak.
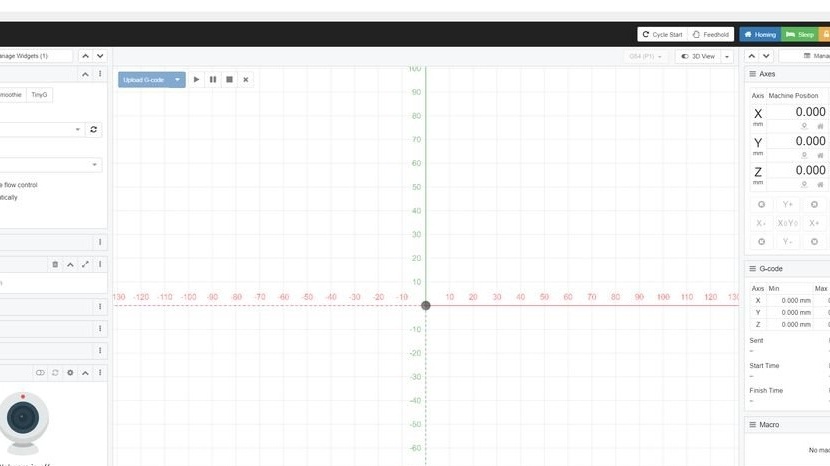
Langkah Eleven: Perisian
Untuk mengawal mesin menggunakan komputer, wizard memasang program CNCjs dari sumber ini.
Program ini adalah percuma dan dipasang pada hampir semua sistem operasi.
Jika anda mempunyai masalah menyambung ke mesin: kemungkinan besar ini disebabkan oleh kadar pemindahan yang salah, cuba ubah kadar pemindahan di CNCjs ke 11520.
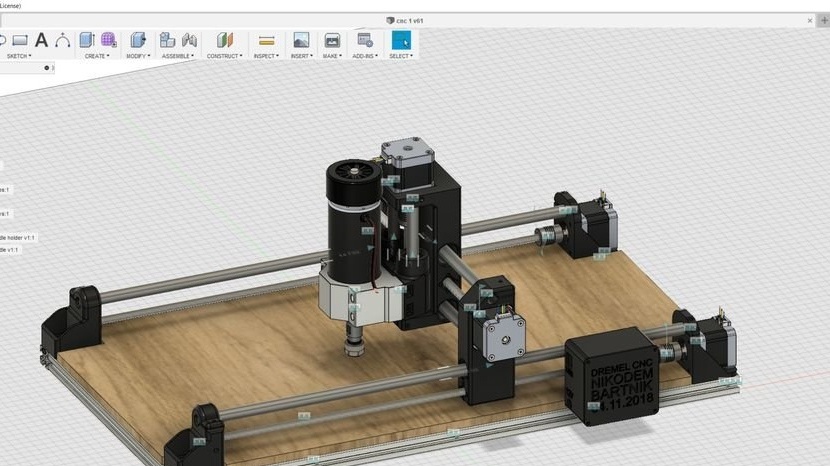
Tuan menggunakan Fusion360 untuk merancang bahagian.
Langkah Dua Belas: Pilihan
Memilih suapan yang betul dan kedalaman pemotongan adalah parameter penting. Mulakan perlahan perlahan-lahan dan dangkal, perlahan-lahan meningkatkan kelajuan. Berhati-hati, pemotong mudah rosak. Perlu diingat bahawa gerakan perlahan sama buruknya dengan terlalu cepat, anda mesti berada di antara mereka untuk mencapai hasil yang terbaik.
Berikut ialah tetapan yang digunakan oleh wizard:
Kayu, MDF:
Pakan: 800 mm / min
Kedalaman Cut: 3mm
Suis Dremel 8/10
Akrilik:
Feed: 500 mm / min
Kedalaman pemotongan: 1 mm
Suis Dremel 6/10
Aluminium:
Kadar suapan: 800 mm / min
Kedalaman Potongan: 0.2mm
Dremel dengan kelajuan penuh




Tuan mencipta projeknya selama berbulan-bulan. Apabila mesin dibuat dan diselaraskan, dia memuat naik video. Lama kelamaan, tuan membuat kumpulan dalam. Anda boleh membincangkan masalah dalam kumpulan atau mencadangkan penyelesaian anda sendiri. Kumpulan itu sudah mempunyai kira-kira 1,200 orang. Kebanyakan mereka membuat mesin mereka berdasarkan kerja tuan. Sesetengah sarjana memuktamadkan produk dengan penyelesaian asalnya. Berdasarkan mesin ini, sesetengah rakan membuat pemotong dan plotters laser. Anda boleh berkenalan dengan bahan-bahan ini sama ada dengan pergi ke kumpulan, atau dengan mengklik pautan "Sumber" pada akhir artikel dan menatal ke bawah halaman.


Beberapa contoh mesin itu.



Penyihir itu memberikan satu siri video dengan contoh mesin, dengan tetapan, dan sebagainya, mari lihat beberapa dari mereka.
Perhimpunan dan persediaan mesin.
Contoh kerja.
Selebihnya video boleh didapati di halaman pengarang atau di pautan sumber pada akhir artikel.